
Вступ до допусків для лиття під тиском
У світі виробництва досконалість є теоретичною концепцією, а не практичною реальністю. Немає двох вироблених частин — оброблених, литих чи формованих — ніколи не ідентичних аж до атомного рівня. Під час лиття під тиском, де розплавлений пластик піддається інтенсивному нагріванню, тиску та охолодженню, змінні є всюди.
Для інженерів і дизайнерів продукту завдання полягає не в тому, щоб усунути ці варіації, а в тому, щоб контролювати їх. Ось де допуски для лиття під тиском вступають у гру. Розуміння того, як визначити, виміряти та спроектувати ці допуски, є різницею між високоефективною збіркою та дорогим виробничим збоєм.
У цьому посібнику ви ознайомитеся зі складнощами допусків для лиття під тиском, від галузевих стандартів, як-от ISO 20457, до практичних стратегій проектування «безпеки сталі», які використовують ветерани-формувальники.
Що таке допуски для лиття під тиском?
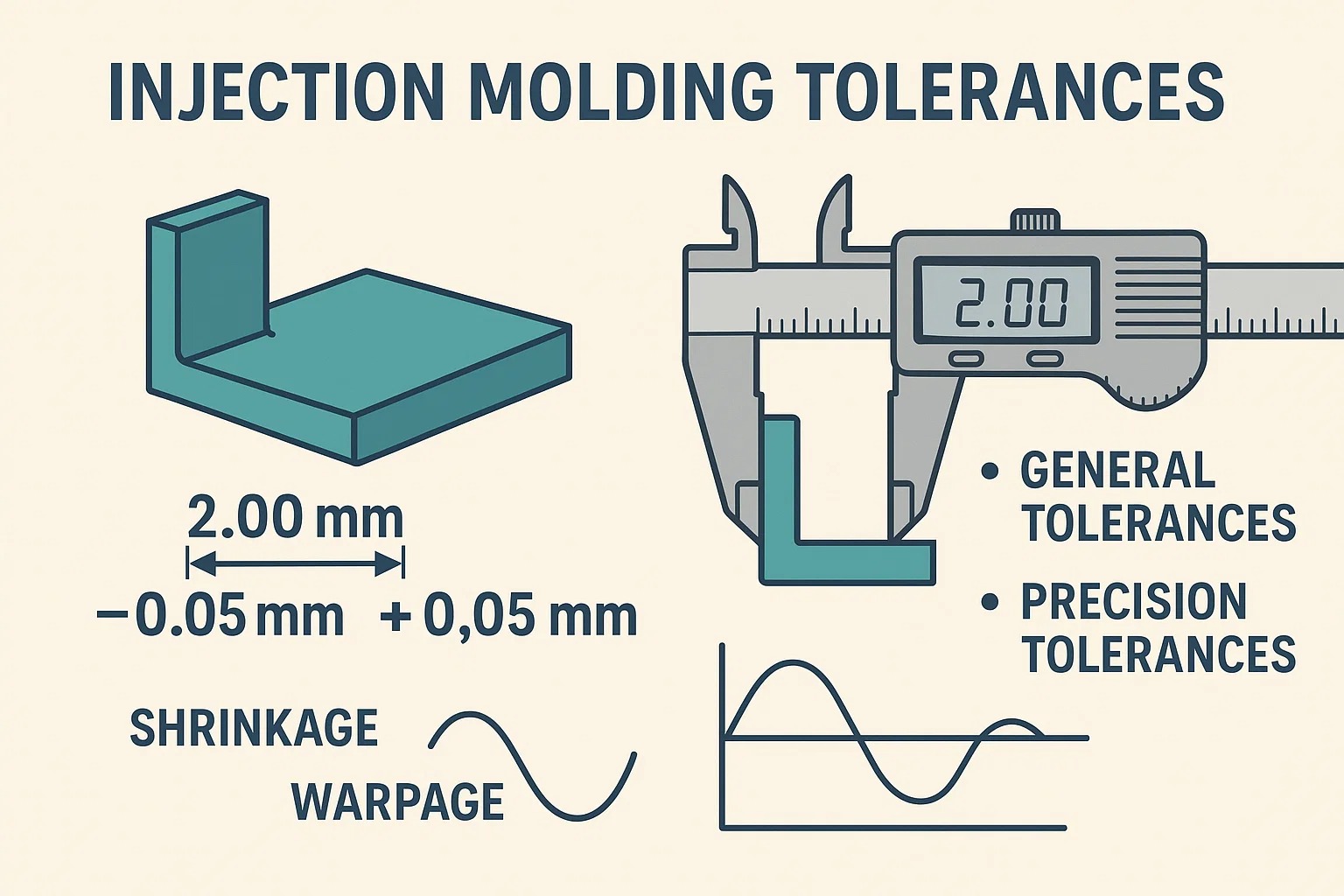
Найпростіше кажучи, a терпимість це допустима зміна певного розміру формованої деталі. Це діапазон відхилень — плюс або мінус — від номінального проектного значення, яке може мати деталь, функціонуючи належним чином.
Наприклад, якщо проект передбачає товщину стінки 2,00 мм з допуском ± 0,05 мм, допустима будь-яка частина розміром від 1,95 мм до 2,05 мм.
Однак допуски для лиття під тиском унікальні порівняно з металообробкою. На відміну від обробки з ЧПК, де ріжучий інструмент поступово видаляє матеріал, щоб досягти певного розміру, лиття під тиском покладається на усадку матеріалу під час охолодження.
- Усадка: Усі пластмаси стискаються, коли вони переходять із рідкого стану в твердий.
- Деформація: Різні ділянки деталі часто охолоджуються з різною швидкістю, що призводить до внутрішніх напруг.
Через це допуски під час лиття під тиском поділяються на дві загальні категорії:
- Загальні (комерційні) допуски: Це ширші стандартні допуски, придатні для більшості функцій, де висока точність не критична. Вони є економічно ефективними та легшими для досягнення.
- Точні (точні) допуски: Це більш жорсткі діапазони, зарезервовані для критичних характеристик (наприклад, посадки підшипників або ущільнювальні поверхні). Вони вимагають спеціальної конструкції прес-форм, матеріалів преміум-класу та суворого контролю процесу, що збільшує вартість.
Чому допуски важливі для лиття під тиском?
Допуски – це не просто цифри на відбитку; вони є контрактом між дизайнером і виробником. Встановлення чітких, реалістичних допусків має вирішальне значення з трьох основних причин:
1. Збірка Fit і функція
Більшість деталей, виготовлених під тиском, є компонентами більшої системи. Якщо допуски занадто вільні, деталі можуть деренчати, витікати або не з’єднуватися. Якщо допуски занадто жорсткі для некритичних функцій, ви можете відхилити ідеально функціональні частини.
- приклад: Корпус із фіксацією вимагає точних допусків на затискний механізм, щоб функціонувати, але вільні допуски на зовнішній текстурованій поверхні прийнятні.
2. Контроль виробничих витрат
Існує пряма експоненціальна залежність між щільністю допуску та вартістю деталі.
- Допустимі відхилення: Дозвольте скоротити тривалість циклу, стандартні інструменти та дешевші матеріали (наприклад, стандартний поліпропілен).
- Більш жорсткі допуски: Потрібна повільніша обробка (для забезпечення рівномірного охолодження), високоточні сталеві форми та дорогі інженерні смоли (наприклад, нейлон зі склонаповненим або PEEK).
- Золоте правило: «Дизайн із найменшим допуском, який все ще дозволяє деталі функціонувати».
3. Постійність і повторюваність
Допуски є еталоном для контролю якості. Вони дозволяють виробникам підтвердити, що їхній процес стабільний. Якщо деталі починають виходити за межі допуску, це сигналізує про те, що параметри процесу, такі як тиск упорскування або час охолодження, змінилися та потребують корекції.
Фактори, що впливають на допуски для лиття під тиском
Досягнення точності лиття під тиском — це балансування. На відміну від механічної обробки, де траєкторія інструменту визначає кінцевий розмір, формування передбачає зміну фази — рідина на тверду — що за своєю суттю вносить рух і змінність.
Чотири основні чинники впливають на те, чи досягне деталь цільових показників допуску чи потрапить у сміття.
1. Вибір матеріалу: основа толерантності
Вибір смоли є найбільшим показником досяжних допусків. Пластикові матеріали поводяться по-різному під час охолодження та твердіння, головним чином через їх молекулярну структуру.
-
Показники усадки:
- Аморфні пластики (наприклад, ABS, полікарбонат, полістирол): Ці матеріали поступово охолоджуються і дають меншу усадку (зазвичай 0,4% – 0,8%). Вони взагалі тримаються більш жорсткі допуски .
- Напівкристалічні пластики (наприклад, поліпропілен, нейлон, поліетилен): Під час охолодження вони проходять фазу швидкої кристалізації, що призводить до значної зміни об’єму. Вони дають сильнішу усадку (зазвичай 1,0% – 2,5% або більше), і їх важче витримати жорсткі допуски.
-
Роль наповнювачів:
Додавання наповнювачів, як Скловолокно або Мінеральні наповнювачі значно покращує стабільність розмірів. Волокна механічно обмежують усадку, дозволяючи таким матеріалам, як нейлон, мати набагато більш жорсткі допуски, ніж у неармованому стані.- Застереження: Волокна мають тенденцію вирівнюватися з потоком пластику, викликаючи анізотропна усадка — це означає, що частина зменшується по-різному в напрямку потоку та впоперек потоку.
2. Проектування та конструювання прес-форм
Ви не можете виліпити точну деталь із неточного інструменту. Якість прес-форми безпосередньо залежить від якості кінцевої частини.
- Точність інструменту: Високоточна сталева прес-форма (клас 101) оброблена на верстаті з ЧПУ та електроерозійною ерозією до допусків, які часто знаходяться в межах ± 0,005 мм. Алюмінієвий або м’який інструмент не може підтримувати ці самі діапазони з часом.
- Кавітація:
- Прес-форми з однією порожниною: Запропонуйте найвищу точність, оскільки кожен постріл ідентичний.
- Багатопорожнинні прес-форми: Введіть варіацію «від порожнини до порожнини». Навіть за ідеальної механічної обробки незначний дисбаланс потоку може призвести до того, що порожнина 1 вироблятиме деталі трохи більші за порожнину 4.
- Розташування воріт: Ворота - це місце, де пластик входить у форму. Пластик стискається більше в напрямку потоку, ніж перпендикулярно йому. Невдале розташування воріт може спричинити овальність круглих частин або викривлення довгих плоских частин.
- Система охолодження: Рівномірне охолодження є критичним. Якщо одна сторона форми гарячіша за іншу, деталь стискатиметься нерівномірно та деформуватиметься (вигинається) до більш гарячої сторони.
3. Параметри процесу лиття під тиском
Навіть з ідеальним матеріалом і ідеальною формою параметри машини (вікно процесу) можуть змінювати розміри.
- Тиск уприскування та упаковка: «Упаковка» означає додавання більшої кількості матеріалу у форму, коли деталь охолоджується, щоб компенсувати усадку.
- Високий тиск у пакеті: Надає більше пластику, зменшуючи усадку (частина більша).
- Низький тиск у пакеті: Допускає більшу усадку (частина менша).
- Температура розплаву та форми: Більш високі температури зазвичай забезпечують кращий потік, але подовжують час охолодження. Якщо деталь викидається, поки вона ще дуже гаряча, вона може продовжувати стискатися або деформуватися поза формою.
4. Геометрія та розмір деталі
Сама конструкція деталі накладає фізичні обмеження на допуски.
- Загальний розмір: Допуск часто є функцією розміру. Експоненціально важче утримувати ± 0,1 мм на 500-мм автомобільній панелі приладів, ніж на 10-мм шестерні.
- Консистенція товщини стінки: Це золоте правило пластикового дизайну.
- Однорідні стіни: Забезпечує рівномірне охолодження та передбачувану усадку.
- Змінні стіни: Товсті ділянки охолоджуються повільніше, ніж тонкі, створюючи внутрішні напруги, які виривають деталь із форми (викривлення), порушуючи точність розмірів.
Зведена таблиця: короткий огляд факторів
| Фактор | Покращує контроль толерантності (простіше) | Зменшує контроль толерантності (важче) |
|---|---|---|
| матеріал | Маловсадка (АБС, ПК), склонаповнена | Високоусадочні (PP, HDPE), Без наповнювача |
| цвіль | Однокамерний, прецизійна сталь, конформне охолодження | Багатокамерний, алюмінієвий, погане охолодження |
| Геометрія | Невеликий розмір, однакова товщина стінок | Великий розмір, змінні стіни, плоскі непідтримувані поверхні |
Стандартні допуски та вказівки
Оскільки «ідеальні» розміри неможливі, галузь покладається на встановлені стандарти, щоб визначити, що є прийнятним. Ці стандарти забезпечують спільну мову для інженерів і формувальників, щоб узгодити очікування щодо якості ще до того, як форму буде вирізано.
1. Галузеві стандарти для лиття під тиском
Хоча багато компаній створюють власні внутрішні аркуші допусків, існують визнані міжнародні стандарти, які служать основою для галузі.
-
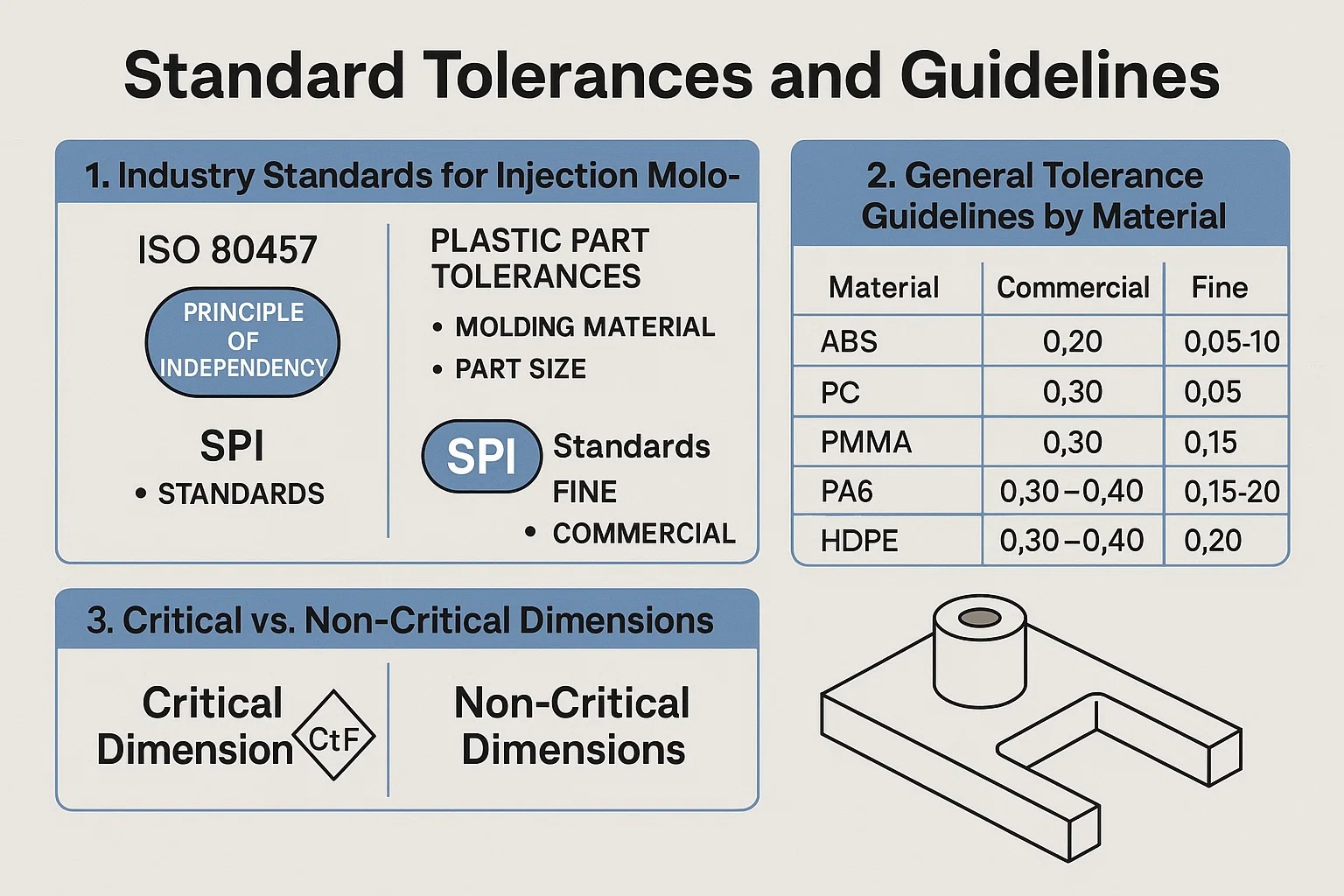
ISO 20457 (раніше DIN 16901):
На даний момент це найважливіший світовий стандарт для допусків пластикових деталей. Він замінив широко використовуваний DIN 16901. ISO 20457 класифікує допуски на основі двох основних змінних:- цвільing Material: Матеріали групуються за характеристиками усадки.
- Розмір частини: Більші розміри неминуче мають більші допустимі відхилення.
-
ISO 8015 (фундаментальний допуск):
Цей стандарт встановлює «Принцип незалежності». У ньому зазначено, що кожна визначена розмірна та геометрична вимога (наприклад, площинність або округлість) має виконуватися незалежно, якщо не визначено конкретне співвідношення (наприклад, за допомогою модифікаторів GD&T). -
Стандарти SPI (Товариство індустрії пластмас):
Поширені в Сполучених Штатах стандарти SPI спрощують очікування, пропонуючи два основні класи:- «Fine» (точність): Жорсткіший контроль, вищі витрати.
- «Комерційний» (загальний): Стандартний контроль, менша вартість.
2. Загальні вказівки щодо допуску за матеріалами
Таблиця нижче містить практичну довідку для лінійні допуски (± мм) на основі типових галузевих можливостей. Зверніть увагу на чітку різницю між аморфними смолами (наприклад, ABS) і напівкристалічними смолами (наприклад, PP).
| матеріал | Усадка | Комерційний допуск (± мм) | Високий допуск (± мм) |
|---|---|---|---|
| ABS | Низький | 0,20 дол | 0,05 - 0,10 дол |
| Полікарбонат (ПК) | Низький | 0,20 дол | 0,05 - 0,10 дол |
| Акрил (PMMA) | Низький | 0,20 дол | 0,05 - 0,10 дол |
| Нейлон (PA6) | Високий | 0,30 дол | 0,15 дол |
| Поліпропілен (PP) | Високий | 0,30 - 0,40 дол | 0,15 - 0,20 дол |
| Поліетилен (HDPE) | Високий | 0,30 - 0,40 дол | 0,20 дол |
| TPU / Гума | Дуже висока | 0,50 дол | 0,25 дол |
Примітка: Ці значення є приблизними для малих і середніх елементів (наприклад, від 25 мм до 50 мм). Коли деталі стають більшими, ці діапазони допусків повинні розширюватися.
3. Критичні проти некритичних розмірів
Однією з найпоширеніших помилок при проектуванні деталей є застосування «загального допуску» (наприклад, «Усі допуски ± 0,1 мм») до всього креслення. Це невиправдано збільшує витрати на цвіль.
Ефективний допуск поділяє розміри на дві категорії:
-
Критичні розміри (CtF - Critical to Function):
Це елементи, які взаємодіють з іншими деталями — замикання, отвори для підшипників або ущільнювальні поверхні. Ці вимагають Тонкі допуски . Ви повинні чітко вказати їх на двовимірному кресленні (часто позначеному символом, як-от ромб або овал). -
Некритичні/еталонні розміри:
Це естетичні поверхні, ребра або зовнішні контури, які не торкаються інших компонентів. Ці слід використовувати Комерційні допуски . Зменшення цих допусків дозволяє формувальнику зосередити свій контроль процесу на кількох фактично важливих розмірах.
Проектування для допусків
Битва за жорсткі допуски часто виграється або програється на екрані САПР дизайнера задовго до того, як форму буде вирізано. Конструкція, яка бореться з процесом лиття під тиском, ніколи не матиме постійних розмірів, незалежно від того, наскільки точною є форма.
Ось найкращі методи проектування деталей, які природним чином зберігають свої допуски.
1. Стратегія «Steel Safe» (Metal Safe).
Це найважливіша концепція для керування допусками в новій формі.
Оскільки усадка пластику є приблизною, а не гарантією, ви ніколи не повинні обрізати форму точний номінальний розмір відразу. Натомість сконструюйте форму так, щоб пізніше ви могли видалити метал, щоб набрати допуск. Легко видалити метал із форми (шліфування/EDM), але дуже важко і дорого додати його назад (зварювання).
- Для отворів (керен): Злегка оформіть металевий штифт у формі більший . Це робить пластиковий отвір менше . Якщо отвір занадто тугий, ви можете обробити штифт, щоб відкрити отвір.
- Для зовнішніх стін (пустот): Злегка виріжте металеву порожнину менше . Це робить пластикову частину менше . Якщо деталь занадто мала, ви можете відшліфувати стінки порожнини, щоб зробити деталь більшою.
2. Кути осідання та вимірювання розмірів
Кути тяги (конуси) є обов’язковими, щоб дозволити деталі вийти з форми без перетягування. Однак осадка ускладнює допуски, оскільки конічна стіна не має єдиного розміру — вона змінюється від низу до верху.
- Конфлікт: Якщо ви вкажете ширину 20 мм ± 0,1, але стіна має осадку 2°, ширина може становити 20,0 мм унизу та 20,5 мм угорі.
- Рішення: Ви повинні вказати де застосовується толерантність.
- «Вимірювання за великим діаметром»: Зазвичай найширша точка.
- «Вимірювання в корені»: Основа функції.
- Як правило, потрібно щонайменше від 0,5° до 1° проекту для стандартних функцій і 3° або more for textured surfaces.
3. Ребра, виступи та сліди раковини
Такі деталі, як ребра (для міцності) і виступи (для вставлення гвинтів), є поширеними джерелами порушення допуску, зокрема «профілю» або «плоскостності».
Якщо ребро занадто товсте в місці з’єднання з основною стіною, воно зберігає тепло. Коли цей товстий перетин охолоджується, він тягне зовнішню поверхню всередину, створюючи a Мийка Марка (депресія).
- Вплив толерантності: Знак раковини руйнує допуск рівності поверхні.
- Правило: Товщина ребра повинна бути не більше 60% від номінальної товщини стінки.
4. GD&T: за межами лінійних допусків
Для складних деталей простих лінійних допусків (± мм) часто недостатньо. Пластикові деталі є гнучкими та схильними до деформації, тобто вони можуть бути правильними розмір але неправильно форму .
- площинність: Критичний для герметизації поверхонь. Оскільки пластик деформується, досягти площинності 0,05 мм на великій площі надзвичайно важко.
- Концентричність: Критично для шестерень або частин, що обертаються.
- Позиційна толерантність: Забезпечує правильне розташування гвинтової втулки відносно вирівнювальних штифтів, що корисніше, ніж вимірювання відстані від краю деталі.
Порада професіонала: Уникайте вказувати жорсткі допуски площинності на великих пластикових поверхнях без підтримки. Якщо вам потрібна рівна поверхня, додайте структурні ребра знизу, щоб запобігти викривленню.
Поширені дефекти лиття під тиском, пов’язані з допусками
Коли деталь не відповідає допуску, це рідко відбувається тому, що машина просто «вгадала неправильно». Порушення допуску майже завжди є результатом конкретних, ідентифікованих дефектів формування. Розуміння цих дефектів є ключем до вирішення проблем розмірів.
1. Викривлення (ефект «картопляної стружки»)
Викривлення - найпоширеніший ворог Геометричні розміри та допуски (GD&T) , зокрема Площина та Профіль.
- Причина: Викривлення відбувається, коли різні частини формованого компонента стискаються з різною швидкістю. Це зазвичай спричинено:
- Нерівномірна товщина стінки: Товсті зрізи залишаються гарячими довше, ніж тонкі.
- Нерівномірне охолодження: Якщо одна половина форми 40 °C а інший 60 °C , у міру охолодження деталь буде нахилятися в більш гарячу сторону.
- Вплив толерантності: Деталь може мати потрібну довжину та ширину, але якщо вона зігнута на 2 мм, вона не буде з’єднуватися з плоскою поверхнею. Це робить надзвичайно складним дотримання жорстких допусків площинності (наприклад, 0,1 мм) для великих плоских деталей.
2. Непередбачувана усадка
Кожен пластик дає усадку, але варіація усадка - це те, що вбиває допуски.
- Причина: Усадка обумовлена щільністю упакованого пластику. Якщо «тиск утримування» (фаза упаковки) змінюється від удару до удару або якщо затвор замерзає занадто рано під час деяких циклів, кількість пластику в порожнині форми змінюється.
- Вплив толерантності: Це призводить до поломок лінійних розмірів. Одна частина може бути 100,0 мм (ідеально), а наступна може бути 99,8 мм, оскільки тиск у пакеті трохи впав.
- Анізотропія: Матеріали, наповнені волокнами (наприклад, склонаповнений нейлон), стискаються набагато менше в напрямку потоку, ніж у поперечному. Якщо дизайнер форми не врахував цю спрямованість, деталь буде овальною, а не круглою.
3. Мітки раковини
Слід від раковини — це невелике заглиблення або ямка на поверхні деталі.
- Причина: Це відбувається, коли зовнішня оболонка деталі охолоджується і твердне, але внутрішня серцевина залишається розплавленою. Коли внутрішнє ядро охолоджується і стискається, воно втягує зовнішню оболонку всередину. Найчастіше це трапляється на товстих перехрестях, наприклад, там, де ребро або бобишка стикаються зі стіною.
- Вплив толерантності: Хоча сліди від раковини часто вважаються косметичним дефектом, вони є катастрофою для ущільнювальних поверхонь. Якщо канавка ущільнювального кільця має мітку раковини, глибина канавки змінюється локально, спричиняючи шлях витоку.
4. Нестабільність розмірів (після формування)
Іноді деталь ідеальна, коли виходить із заводу, але не відповідає вимогам, коли надходить до клієнта.
- Гігроскопічні матеріали: Як пластик Нейлон (PA) поглинати вологу з повітря. Поглинаючи воду, вони набухають. Суха нейлонова деталь може збільшитися на 0,5%–1,0% після впливу вологи протягом кількох тижнів.
- Теплове розширення: Пластмаси мають високий коефіцієнт теплового розширення (КТР). Перевірка допуску, виконана на холодному складі, може дати інші результати, ніж перевірка, виконана на заводі гарячого складання.
- Послаблення стресу: Якщо частина викидається з високою внутрішньою напругою (через швидке охолодження), вона може повільно деформуватися протягом 24-48 годин, коли молекули розслабляються у свій природний стан.
Оптимізація процесу лиття під тиском для жорстких допусків
Досягнення жорстких допусків означає не лише створення точної форми; мова йде про встановлення стабільного, повторюваного процесу. Якщо умови виробництва коливаються, навіть незначно, розміри деталей будуть змінюватися.
Ось як найкращі формувальники оптимізують процес для дотримання допусків точності.
1. Наукове формування (відокремлене формування)
«Старий шкільний» спосіб формування передбачав заповнення форми якомога швидше, доки вона не заповниться, часто покладаючись на один постійний тиск. Це непослідовно.
Використовують сучасні прецизійні формувальники Наукове лиття (часто називають розділеним формуванням). Ця техніка розділяє процес формування на два окремі етапи, щоб отримати максимальний контроль:
- Етап 1 (Контроль швидкості): Форма заповнюється приблизно на 95-98% ємності за допомогою контролю швидкості (швидкості). Це робиться швидко, щоб матеріал не замерз передчасно.
- Етап 2 (контроль тиску): Машина перемикається на контроль тиску, щоб «запакувати» останні 2-5% порожнини. Цей етап упаковки компенсує усадку.
Чому це допомагає допусків: Відокремлюючи ці етапи, формувальник може точно контролювати, скільки пластику упаковується у форму під час кожного окремого удару, усуваючи варіації щільності, які викликають коливання розміру.
2. Транспортування та сушіння матеріалу
Ви не можете формувати прецизійні деталі з мокрого матеріалу.
Багато інженерних смол (нейлон, ПК, ПЕТ, АБС) є такими гігроскопічний , тобто вони поглинають вологу з повітря. Якщо вологий пластик розплавити, вода перетворюється на пару, створюючи порожнечі та руйнуючи молекулярні ланцюжки пластику.
- Результат: Пластик стає менш в’язким (текучим), у результаті чого форма перепаковується або спалахує, змінюючи розміри.
- Виправлення: Використання прецизійних формувачів Адсорбційні сушарки для видалення вологи до певної точки роси (наприклад, -40°C) перед тим, як матеріал потрапить у машину.
3. Розширений контроль процесу
Для класів допуску «Fine» або «Precision» стандартних засобів керування машиною може бути недостатньо. Передові технології використовуються для моніторингу середовища всередині самої форми.
-
Датчики тиску в порожнині форми:
Замість того, щоб довіряти манометру машини (який знаходиться далеко від форми), датчики розміщуються безпосередньо всередині порожнини форми. Вони точно повідомляють машині, коли форма заповнена та коли потрібно перейти від режиму заповнення до режиму упаковки. Це дозволяє машині регулювати себе в режимі реального часу, якщо в’язкість матеріалу незначно змінюється. -
Конформне охолодження:
У стандартних формах для охолодження використовуються прямі просвердлені водяні лінії, які можуть залишати «гарячі точки» у складних зонах. Конформне охолодження використовує надруковані на 3D-принтері металеві вставки для створення каналів охолодження, які вигинаються та закручуються відповідно до точної форми деталі.- Перевага: Це гарантує, що кожен міліметр деталі охолоджується з однаковою швидкістю, практично усуваючи викривлення та фіксуючи жорсткі допуски.
4. Технічне обслуговування та калібрування інструментів
Форма — це рухома машина, яка з часом зношується.
- Очищення вентиляційних отворів: Коли повітря виходить із цвілі, воно залишає залишки у вентиляційних отворах. Якщо вентиляційні отвори забиваються, повітря потрапляє в пастку, створюючи протитиск, який не дає пластику повністю заповнити деталь. Це призводить до «коротких кадрів» (занижених частин).
- Знос лінії поділу: За тисячі циклів сталеві краї, які ущільнюють форму, можуть зношуватися, що призводить до «спалаху» (надлишок пластику, який просочується назовні). Спалах додає товщину деталі, відкидаючи розміри через лінію поділу.
Оптимізація процесу лиття під тиском для жорстких допусків
Досягнення жорстких допусків означає не лише створення точної форми; мова йде про встановлення стабільного, повторюваного процесу. Якщо умови виробництва коливаються, навіть незначно, розміри деталей будуть змінюватися.
Ось як найкращі формувальники оптимізують процес для дотримання допусків точності.
1. Наукове формування (відокремлене формування)
«Старий шкільний» спосіб формування передбачав заповнення форми якомога швидше, доки вона не заповниться, часто покладаючись на один постійний тиск. Це непослідовно.
Використовують сучасні прецизійні формувальники Наукове лиття (часто називають розділеним формуванням). Ця техніка розділяє процес формування на два окремі етапи, щоб отримати максимальний контроль:
- Етап 1 (Контроль швидкості): Форма заповнюється приблизно на 95-98% ємності за допомогою контролю швидкості (швидкості). Це робиться швидко, щоб матеріал не замерз передчасно.
- Етап 2 (контроль тиску): Машина перемикається на контроль тиску, щоб «запакувати» останні 2-5% порожнини. Цей етап упаковки компенсує усадку.
Чому це допомагає допусків: Відокремлюючи ці етапи, формувальник може точно контролювати, скільки пластику упаковується у форму під час кожного окремого удару, усуваючи варіації щільності, які викликають коливання розміру.
2. Транспортування та сушіння матеріалу
Ви не можете формувати прецизійні деталі з мокрого матеріалу.
Багато інженерних смол (нейлон, ПК, ПЕТ, АБС) є такими гігроскопічний , тобто вони поглинають вологу з повітря. Якщо вологий пластик розплавити, вода перетворюється на пару, створюючи порожнечі та руйнуючи молекулярні ланцюжки пластику.
- Результат: Пластик стає менш в’язким (текучим), у результаті чого форма перепаковується або спалахує, змінюючи розміри.
- Виправлення: Використання прецизійних формувачів Адсорбційні сушарки для видалення вологи до певної точки роси (наприклад, -40°C) перед тим, як матеріал потрапить у машину.
3. Розширений контроль процесу
Для класів допуску «Fine» або «Precision» стандартних засобів керування машиною може бути недостатньо. Передові технології використовуються для моніторингу середовища всередині самої форми.
-
Датчики тиску в порожнині форми:
Замість того, щоб довіряти манометру машини (який знаходиться далеко від форми), датчики розміщуються безпосередньо всередині порожнини форми. Вони точно повідомляють машині, коли форма заповнена та коли потрібно перейти від режиму заповнення до режиму упаковки. Це дозволяє машині регулювати себе в режимі реального часу, якщо в’язкість матеріалу незначно змінюється. -
Конформне охолодження:
У стандартних формах для охолодження використовуються прямі просвердлені водяні лінії, які можуть залишати «гарячі точки» у складних зонах. Конформне охолодження використовує надруковані на 3D-принтері металеві вставки для створення каналів охолодження, які вигинаються та закручуються відповідно до точної форми деталі.- Перевага: Це гарантує, що кожен міліметр деталі охолоджується з однаковою швидкістю, практично усуваючи викривлення та фіксуючи жорсткі допуски.
4. Технічне обслуговування та калібрування інструментів
Форма — це рухома машина, яка з часом зношується.
- Очищення вентиляційних отворів: Коли повітря виходить із цвілі, воно залишає залишки у вентиляційних отворах. Якщо вентиляційні отвори забиваються, повітря потрапляє в пастку, створюючи протитиск, який не дає пластику повністю заповнити деталь. Це призводить до «коротких кадрів» (занижених частин).
- Знос лінії поділу: За тисячі циклів сталеві краї, які ущільнюють форму, можуть зношуватися, що призводить до «спалаху» (надлишок пластику, який просочується назовні). Спалах додає товщину деталі, відкидаючи розміри через лінію поділу.
Вимірювання та перевірка допусків
Виробництво деталі – це лише половина справи; доказ того, що він відповідає технічним характеристикам, є іншою половиною. У високоточних галузях, таких як медицина та автомобілебудування, «це добре виглядає» не є дійсним критерієм якості.
Виробники використовують багаторівневий підхід до метрології (вимірювання) залежно від класу допуску та типу функції.
1. Координатно-вимірювальні машини (КІМ)
The ШМ є золотим стандартом для перевірки допусків для лиття під тиском. Він використовує високочутливий сенсорний датчик для фізичного натискання на певні точки на поверхні деталі, відображаючи їх у 3D-просторі.
- Найкраще для: Критичні розміри з жорсткими допусками (наприклад, ± 0,05 мм), діаметри отворів і геометричні допуски, такі як площинність або паралельність.
- Обмеження: Оскільки він використовує фізичний зонд, він може бути повільним. Крім того, для дуже м’яких матеріалів (наприклад, TPE або гуми) тиск самого зонда може деформувати деталь, спричиняючи неточні показання.
2. Оптичні та зорові вимірювальні системи
Для частин, які занадто малі, занадто гнучкі або занадто складні для сенсорного датчика, використовуються оптичні системи. У цих системах використовуються камери високої роздільної здатності та програмне забезпечення для виявлення країв для вимірювання розмірів без фізичного торкання деталі.
- Найкраще для:
- М'які/гнучкі частини: Вимірювання гумового ущільнення без його деформації.
- Дрібні деталі: Особливості мікроформування, невидимі неозброєним оком.
- швидкість: Миттєве вимірювання кількох вимірів на одному «знімку» (наприклад, перевірка всіх 4 отворів одночасно).
3. Комп'ютерна томографія (КТ).
Це передовий метрології лиття під тиском. Комп’ютерна томографія використовує рентгенівські промені для створення повної 3D-моделі деталі — як всередині, так і зовні.
- Чому це Game Changer:
- Внутрішня перевірка: Це тільки неруйнівний спосіб вимірювання внутрішніх характеристик, таких як товщина стінки порожнистої частини або внутрішня різьба медичного конектора Люера.
- Виявлення дефектів: Він може бачити всередині пластику, щоб виявити приховані порожнечі (бульбашки повітря), які послаблюють деталь, навіть якщо зовнішні розміри ідеальні.
- Накладання частини на CAD: Програмне забезпечення накладає відскановану 3D-модель безпосередньо на оригінальний файл CAD, створюючи колірну карту (теплову карту), яка миттєво показує, де частина є занадто великою (червоний) або занадто маленькою (синій).
4. Функціональне вимірювання (світильники Go / No-Go)
Хоча CMM надають дані, іноді вам просто потрібно знати: «Це підходить?»
Для виробництва великих обсягів формувальники часто виготовляють на замовлення Перевірте світильники . Це високоточно оброблені металеві блоки або підставки, які імітують сполучену частину.
- Go/No-Go: Якщо деталь підходить до кріплення, вона проходить. Якщо ні, то не вдається.
- швидкість: Це дозволяє операторам перевіряти 100% деталей на виробничій лінії відразу після того, як вони виймаються з машини, забезпечуючи миттєве виявлення відхилень у процесі.
Розгляд вартості та вибір допуску
У виробництві є основне правило: Точність коштує грошей.
Розуміння зв’язку між жорсткістю допуску та вартістю виробництва є життєво важливим для керівників проектів і дизайнерів. Поширеною помилкою є застосування «суворого допуску» до всього креслення, що може подвоїти або потроїти без потреби вартість форми.
1. Зв'язок між толерантністю та вартістю
Вартість досягнення допуску не є лінійною; це так експоненціальний .
- Комерційні допуски (± 0,1 мм - ± 0,3 мм): Це досягається за допомогою стандартної обробки з ЧПУ та стандартних циклів формування. Це базова вартість.
- Допуски на точність (± 0,05 мм): Щоб зберегти цей діапазон, виробник прес-форм має використовувати повільніші процеси EDM (електророзрядна обробка), сталь вищого сорту, а формовщик має виконувати менші цикли, щоб забезпечити термічну стабільність.
- Надточність (± 0,01 мм): Для цього потрібне спеціалізоване обладнання для мікроформування, інспекційні кімнати з клімат-контролем і 100% перевірка деталей. Вартість може бути 5x до 10x базова лінія.
2. Баланс між точністю та економічною ефективністю
Щоб оптимізувати бюджет без шкоди для якості, використовуйте a «Толерантність до ризику» стратегія:
- Визначте критичні характеристики (CtF): Призначте жорсткі допуски тільки до особливостей, які мають значення — замикання, отвори підшипників і ущільнювальні поверхні.
- Послабте решту: Для некритичних елементів, таких як ребра, товщина зовнішньої стінки або декоративні поверхні, використовуйте стандартні комерційні допуски. Це дає формувальнику ширше «вікно процесу» для ефективного виробництва якісних деталей.
Тематичні дослідження: реальні приклади
Щоб побачити ці принципи в дії, давайте подивимося, як різні галузі підходять до допустимих відхилень.
Медичні прилади (висока точність)
- застосування: Регулятор дозування на інсуліновій ручці.
- Стратегія толерантності: Потрібні надзвичайно жорсткі допуски (± 0,02 мм) на внутрішні зуби шестерні, щоб забезпечити доставку правильної дози препарату.
- Компроміс: Висока вартість форми та повільніший цикл допускаються, оскільки безпека пацієнтів є пріоритетом. Для стабільності використовуються такі матеріали, як PEEK або полікарбонат.
Автомобільні компоненти (змішана точність)
- застосування: Внутрішня панель автомобільних дверей.
- Стратегія толерантності:
- Монтажні кліпси: Жорсткий допуск гарантує фіксацію панелі на металевій рамі без деренчання.
- Контур поверхні: Більш вільний допуск на великі пластикові вигини. Гнучкість матеріалу дозволяє прилягати до кузова автомобіля.
- Компроміс: Основна увага приділяється «підгонці та завершенню», а не мікронній точності.
Побутова електроніка (косметичний фокус)
- застосування: Корпус пульта дистанційного керування телевізором.
- Стратегія толерантності: Найбільш критичною толерантністю є лінія проділу прилягає між верхньою та нижньою половинами. Якщо допуск вимкнено, користувач відчуває гострий край.
- Компроміс: Інженери зосереджуються на допусках «зазорів і врівень», а не на точності внутрішніх розмірів.
Висновок
Ключові висновки щодо допусків для лиття під тиском
Лиття під тиском — це складний танець тепла, тиску та матеріалознавства. Хоча «ідеальні» розміри теоретично неможливі, передбачуваний розміри досяжні при правильному підході.
- Матеріал визначає потенціал: Для поліпропілену (висока усадка) не можна дотримуватися такого ж допуску, як для полікарбонату (низька усадка).
- Дизайн «Сталевий сейф»: Завжди проектуйте форму таким чином, щоб можна було видалити метал. Це найдешевший страховий поліс від збоїв у допуску.
- Контроль процесів є королем: Точна форма марна без стабільного процесу. Техніки, як Відокремлений молдинг і Наукове лиття важливі для послідовності.
- Спілкуйтеся раніше: Найуспішніші проекти залучають формувальника на етапі проектування. Вони можуть помітити проблему допуску на моделі CAD задовго до того, як сталь буде розрізана.
Майбутні тенденції точного виробництва
У міру розвитку таких галузей, як Micro-Fluidics і Wearable Tech, попит на точність розсуває межі можливого.
- Розумні форми: Прес-форми, оснащені датчиками, керованими штучним інтелектом, які автоматично регулюють тиск упорскування в режимі реального часу, щоб компенсувати коливання матеріалу.
- Мікроформування: Здатність формувати деталі розміром менше рисового зерна з допусками в однозначних мікронах (± 0,005 мм).
Розуміючи межі та можливості процесу лиття під тиском, інженери можуть розробляти деталі, які не тільки технологічні, але й функціональні, економічно ефективні та високоякісні.
Часті запитання (FAQ)
1. Який стандартний допуск для лиття під тиском?
Єдиного «стандарту» не існує, але промислова база для загальних комерційних допусків зазвичай становить ± від 0,1 мм до ± 0,25 мм для малих і середніх деталей. Для високоточних деталей допуски можуть бути збільшені до ± 0,05 мм , хоча це значно збільшує вартість.
2. Який пластиковий матеріал має найбільші допуски?
Аморфні смоли з низьким рівнем усадки мають найкращі допуски.
- Найкраще: Рідкокристалічний полімер (LCP) , Полікарбонат (ПК) , ABS , і PEEK .
- Краще з наповнювачами: Додавання Скловолокно або Вуглецеве волокно до будь-якого матеріалу (навіть нейлону або ПП) значно зменшує усадку та покращує контроль толерантності.
3. Чому моя деталь, виготовлена під тиском, менша за дизайн?
Ймовірно, це пов’язано з усадка . Уся пластмаса дає усадку під час охолодження. Якщо розробник прес-форми не розрахував точно «швидкість усадки» вашого конкретного матеріалу та не збільшив форму для компенсації, кінцева частина буде заниженою. Це також може бути викликано низьким тиск упаковки під час процесу формування.
4. Чи можу я досягти «нульової терпимості» до пластикових деталей?
Ні. «Нульовий допуск» фізично неможливий у будь-якому виробничому процесі, особливо з пластиком. Пластик чутливий до температури і вологи; частина, виміряна в холодній кімнаті, буде відрізнятися від тієї, що виміряна в гарячій кімнаті. Необхідно завжди визначати допустимий діапазон (наприклад, ± 0,02 мм).
5. Як виправити деформовану деталь, яка виходить за межі допуску?
Викривлення зазвичай спричинене нерівномірним охолодженням.
- Виправлення дизайну: Забезпечити товщина стінки рівномірна . Може допомогти видалення товстих секцій.
- Виправлення процесу: Відрегулюйте час охолодження або ensure the mold temperature is consistent on both the cavity and core sides.
- Виправлення інструментів: додати Конформне охолодження канали до прес-форми для націлювання на гарячі точки.
6. Яка різниця між ISO 2768 та ISO 20457?
- ISO 2768 це загальний стандарт допуску, призначений головним чином для оброблені металеві деталі . Часто його неправильно наносять на пластмаси.
- ISO 20457 (раніше DIN 16901) є спеціальним стандартом для литі пластикові деталі , враховуючи змінні формування, такі як усадка та еластичність. Ви завжди повинні посилатися на ISO 20457 для пластикових компонентів.
7. Чи впливає товщина стінки на допуск?
Так, істотно. Більш товсті стіни дають більшу усадку і схильні до сліди раковини і порожнечі . Причини невідповідної товщини стінок короблення . Зберігання стін однорідними та відносно тонкими (зазвичай 2-3 мм) є найкращим способом забезпечити постійні розміри.

