
Флеш є одним із найпоширеніших дефектів лиття під тиском — і одним із найбільш неправильно діагностованих. Тонкі ребра надлишкового матеріалу, що з’являються на лініях роз’єднання, виштовхувальних штифтах або інтерфейсах вставок, часто звинувачують лише в параметрах процесу, тоді як основною причиною часто є інструмент. Цей посібник містить систематичну діагностичну структуру, яка охоплює всі сім категорій першопричин, кількісні стандарти запобігання та матрицю пріоритетів коригувальних дій для ефективного усунення спалаху.
1. Що таке спалювання цвілі?
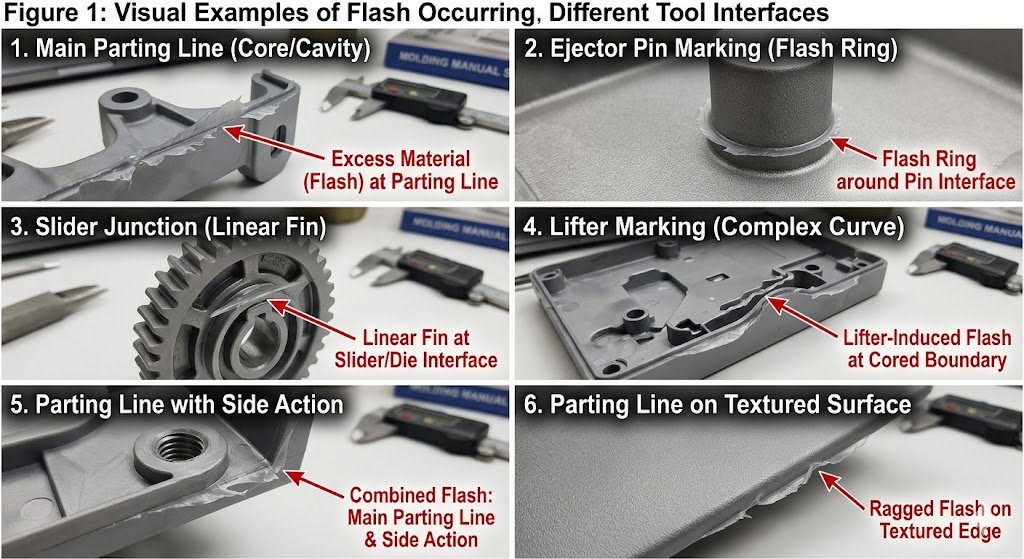
Спалах (також: спалах, задирок) — це надлишок матеріалу, який виходить із порожнини форми через будь-який зазор в інструменті перед замерзанням. Він виглядає як тонкий плавник, павутина або перистий край, прикріплений до частини на:
- Розділові лінії — найпоширеніша локація
- Інтерфейси виштовхувачів — круглі флеш-кільця навколо контактних поверхонь
- Інтерфейси слайдів і підйомників — лінійні ребра вздовж контактних поверхонь бокової дії
- Вставте межі — по периметрах металевої вставки у вставці
- Розташування вентиляційних отворів — якщо вентиляційні отвори завеликі або пошкоджені
- Запірні поверхні — у вирізаних елементах і наскрізних отворах
Flash — це не просто косметика. Це додає вторинні операції обрізання, створює ризик перешкод при складанні, створює гострі краї (небезпека травмування та пошкодження ущільнювача), а також у застосуваннях, що контактують із медичними продуктами чи харчовими продуктами, викликає невідповідність нормативним вимогам. Що ще важливіше, це сигналізує про розрив у системі цвілі, який, якщо його не лікувати, поступово розширюється з кожним пострілом.
2. Сім категорій першопричин
Спалах завжди має ту саму безпосередню причину — матеріал під тиском знаходить щілину. Але походження цієї прогалини розпадається на сім різних категорій, кожна з яких потребує різних коригувальних дій.
2.1 Недостатня сила затиску
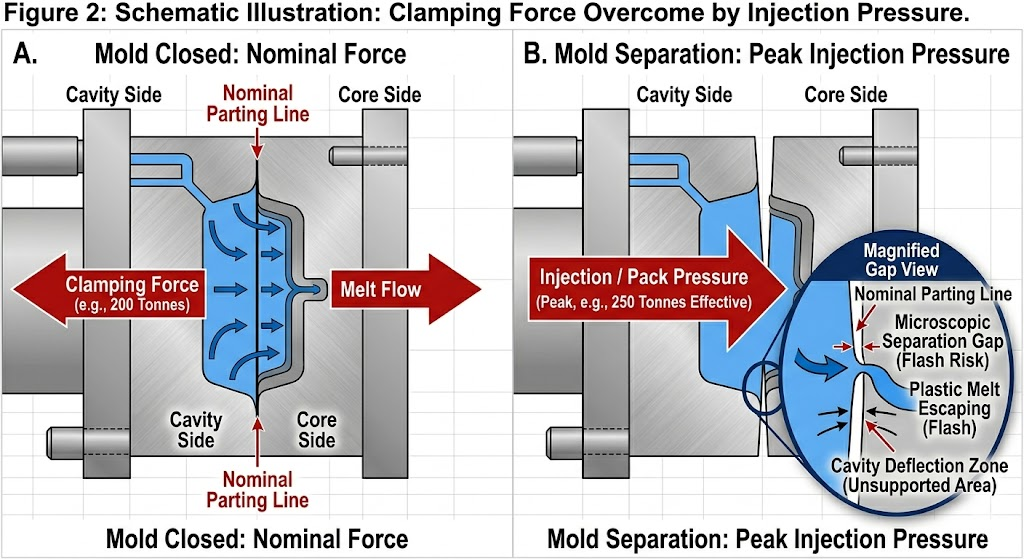
Причина, яку найчастіше забувають. Якщо тиск упорскування перевищує ефективну силу затиску преса на проектованій площі системи деталі та бігунів, плити прес-форми миттєво відокремлюються під час заповнення та упаковки, створюючи динамічний зазор на лінії розділення.
Діагностична перевірка:
Необхідна сила затиску (тонни) = проектована площа (см²) × тиск у порожнині (МПа) ÷ 100Для деталі з проектованою площею 180 см² (включаючи бігуни), заповненої при середньому тиску порожнини 80 МПа:
Необхідний затиск = 180 × 80 ÷ 100 = мінімум 144 тонниДодайте запас міцності 20–25% → 175–180 тонн мінімум.
Запуск цієї деталі на 150-тонному пресі призведе до спалаху лінії розділення незалежно від будь-яких інших налаштувань параметрів.
Поширена помилка: Розрахунок проектованої площі лише з деталі, за винятком системи напрямних. Літники, напрямні та затвори створюють значний тиск на проектну площу та порожнину.
| матеріал | Типовий діапазон тиску в порожнині | Правило великого пальця затиску |
|---|---|---|
| ПП, ПЕ (тонкостінний) | 40–80 МПа | 0,4–0,8 т/см² |
| ABS, PS | 50–90 МПа | 0,5–0,9 т/см² |
| PA6, PA66 | 60–100 МПа | 0,6–1,0 т/см² |
| ПК, ПК/АБС | 80–130 МПа | 0,8–1,3 т/см² |
| ППС, ЛКП | 90–150 МПа | 0,9–1,5 т/см² |
| POM | 70–110 МПа | 0,7–1,1 т/см² |
2.2 Знос або пошкодження роздільної поверхні
Поверхня розділення (PS) є основним ущільненням між порожниною та атмосферою. Будь-яке відхилення від ідеальної площинності — будь то знос, пошкодження від удару, ерозія іскри EDM або недостатня твердість поверхні — дозволяє матеріалу вийти.
Критичні допуски:
| Розмір форми | Максимально допустиме відхилення площинності PS | Рекомендована твердість сталі |
|---|---|---|
| Малі (<250 × 250 мм) | 0,005 мм | 48–52 HRC |
| Середній (250–500 мм) | 0,008 мм | 48–52 HRC |
| Великі (>500 мм) | 0,010–0,012 мм | 44–48 HRC |
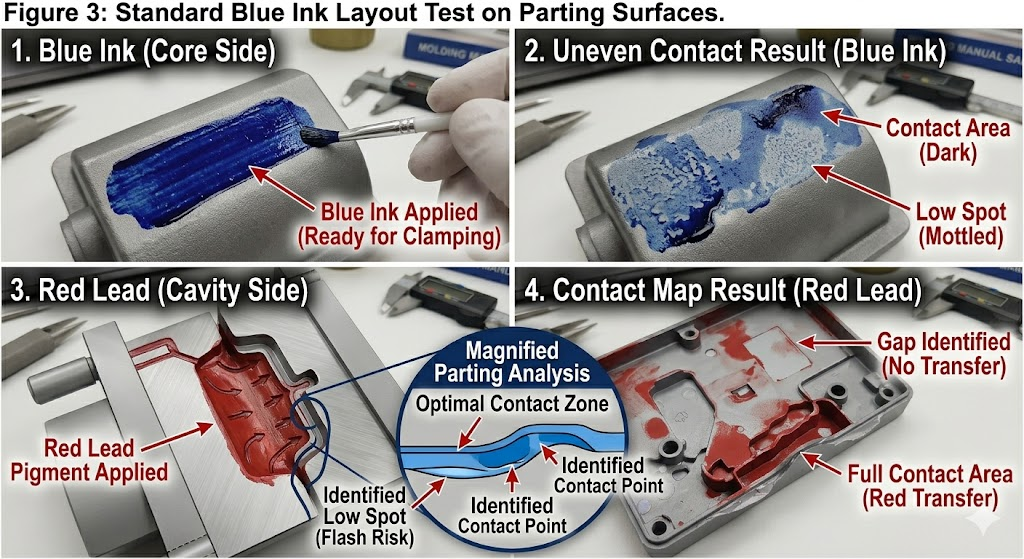
Протокол перевірки: Тест на перенесення синього чорнила або проведіть щупом по всій поверхні розділення. Будь-який зазор > 0,010 мм на товарному матеріалі або > 0,005 мм на матеріалі з низькою в'язкістю (LCP, PPS) є негайним ризиком.
Методи ремонту за ступенем важкості:
| Тип пошкодження | Спосіб ремонту | Час виконання |
|---|---|---|
| Незначний знос (нижня область <0,05 мм) | Повторне полірування лазерного зварювання | 1–3 дні |
| Помірний знос (0,05–0,2 мм) | Зварювання розпиленням або зварювання TIG | 3–5 днів |
| Пошкодження / вм'ятини від удару | Лазерне зварювання EDM re-spark | 2–4 дні |
| Широкий знос (>0,2 мм) | Повне повторне знежирення PS на плоскошліфувальній машині | 3–7 днів |
| Повторне спалахування в тому самому місці | Повторне полірування твердого зварного шва (стеліт). | 5–10 днів |
2.3 Надмірна швидкість впорскування або тиск
Навіть геометрично ідеальна прес-форма спалахне, якщо параметри процесу підштовхнуть тиск у порожнині за межі можливого зусилля затиску або якщо швидкість впорскування достатньо висока, щоб створити ефект гідравлічного клина на лінії розділення до того, як сила затиску повністю розвинеться.
Умови процесу, що викликають спалах:
- Швидкість впорскування встановлена так високо, що порожнина заповнюється за <0,3 с — пік тиску на мить перевищує потужність затискача
- Тиск насадки встановлюйте вище 80% тиску впорскування на матеріалі з низькою в'язкістю
- Тривалість витримки подовжено після замерзання воріт — постійний тиск після замерзання воріт передає зусилля на прес-форми, а не на ущільнення деталей
- Надто висока температура розплаву — знижує в'язкість, матеріал більш агресивно тече в будь-який зазор
Послідовність регулювання процесу (перед втручанням інструменту):
- Зменшуйте швидкість впорскування з кроком 10% — перевірте, чи спалах зменшується
- Зменшіть тиск набивки до 60–70% тиску заповнення
- Переконайтеся, що час утримування не перевищує час заморожування затвора (використайте дослідження заморожування затвора)
- Знизити температуру розплаву на 5–10°C
- Якщо спалах зберігається після всіх чотирьох налаштувань — основною причиною є інструмент, а не процес
2.4 Занадто низька в'язкість матеріалу
Матеріали з низькою в’язкістю потрапляють у щілини, які перекривають матеріали стандартної в’язкості. Ось чому марки ППС, ЛКП і низькомолекулярні PA вимагають більш жорстких допусків на поверхню розділення, ніж ABS або PP.
Індекс текучості розплаву (MFI) як індикатор ризику спалаху:
| Діапазон MFI (г/10 хв) | Категорія ризику спалаху | Максимально допустимий зазор PS |
|---|---|---|
| < 5 | Низький | 0,020 мм |
| 5–20 | Помірний | 0,015 мм |
| 20–50 | Високий | 0,010 мм |
| > 50 (наприклад, LCP, тонкостінний PP) | Дуже висока | 0,005–0,008 мм |
Варіація партії матеріалу: MFI може змінюватися на ±15–25% між партіями в межах одного класу. Цвіль, що працює на порозі спалаху з однією партією, може спалахнути з наступною. Завжди перевіряйте вхідний MFI на відповідність даним кваліфікації форми.
2.5 Занадто висока температура форми
Підвищена температура прес-форми зменшує в'язкість шару розплаву, що контактує з розділовою поверхнею, подовжуючи часове вікно, протягом якого матеріал є достатньо текучим, щоб проникнути через щілини. Це особливо важливо для:
- Кристалічні матеріали з різкими температурами плавлення (POM, PPS, PA)
- Матеріали працюють біля верхньої межі рекомендованого діапазону температур прес-форми
- Прес-форми з гарячими канатами, у яких колектор нагрівається, може локально підвищити температуру прес-форми
Емпіричне правило: Кожне підвищення температури прес-форми на 10°C вище рекомендованого мінімуму збільшує чутливість спалаху приблизно на один клас в’язкості, що еквівалентно збільшенню MFI на 20%.
2.6 Недоліки конструкції форми
Геометричні особливості конструкції прес-форми, які створюють невід’ємний ризик спалаху:
Непідтримувані проміжки поверхні розділення: Великі плоскі розділові поверхні без опорних стійок прогинаються під тиском порожнини. Пластина прес-форми розміром 400 × 400 мм зі сталі P20 прогинається на 0,03–0,08 мм при тиску 80 МПа, що є достатнім для виникнення спалаху по периметру.
Правило проектування опорних стовпів: Максимальний проміжок без опори між опорними стовпами = 150 мм для прес-форм середнього навантаження. Додайте стовпи на відстані 120–130 мм для матеріалів, що працюють під високим тиском (PC, PPS).
Недостатня ширина ділянки по лінії роз'єднання: «Земля» — вузька плоска смуга, яка безпосередньо примикає до порожнини на розділовій поверхні — має бути достатньо широкою, щоб протистояти деформації, спричиненій тиском. Рекомендована мінімальна ширина ділянки:
| матеріал | Мінімальна ширина ділянки |
|---|---|
| ПП, ПЕ, АБС | 3–5 мм |
| ПА, ПОМ, ПК | 5–8 мм |
| ППС, ЛКП | 8–12 мм |
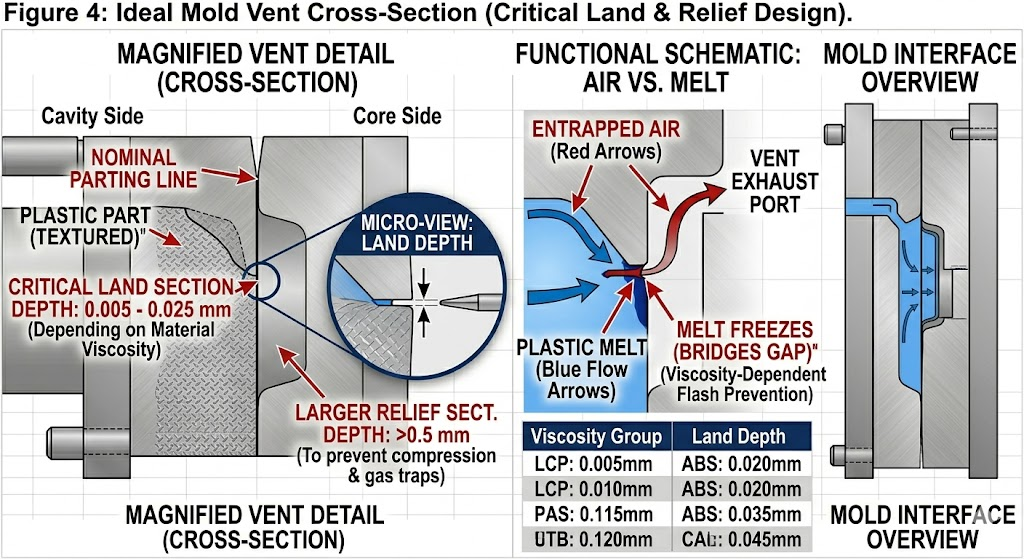
Занадто глибока глибина вентиляційного отвору: Вентиляційні отвори — це навмисні щілини — якщо вони завеликі, вони стають генераторами спалаху. Стандартна глибина вентиляційного отвору:
| матеріал | Глибина вентиляційного отвору (земля) | Глибина вентиляційного отвору (рельєфна ділянка) |
|---|---|---|
| ПП, ПП | 0,015–0,025 мм | 0,5–0,8 мм |
| ABS, PS | 0,010–0,020 мм | 0,5–0,8 мм |
| ПА, ПОМ | 0,010–0,015 мм | 0,3–0,5 мм |
| ПК, ПК/АБС | 0,008–0,015 мм | 0,3–0,5 мм |
| ППС, ЛКП | 0,005–0,010 мм | 0,2–0,3 мм |
2.7 Зношені або зміщені рухомі компоненти
Бічні дії, підйомники, тяги сердечника та виштовхувальні штифти створюють динамічні інтерфейси, які рухаються кожного циклу. Ці інтерфейси поступово зношуються і є найпоширенішим джерелом флеш-пам’яті у великому виробництві, яке раніше було без флеш-пам’яті.
Спалах виштовхувача: Зазор між діаметром шпильки та діаметром отвору має бути в жорстких межах. Стандартний зазор за матеріалом:
| матеріал | Зазор між штифтами виштовхувача (на кожну сторону) |
|---|---|
| ПП, ПЕ, АБС | 0,010–0,020 мм |
| ПА, ПОМ | 0,008–0,015 мм |
| ПК, ПК/АБС | 0,005–0,012 мм |
| ППС, ЛКП | 0,003–0,008 мм |
Зазори, що перевищують ці межі, призводять до видимого спалаху шпильки. Під ними закріплюються та ламаються шпильки. Це проблема управління зносом — зазори між штифтами слід перевіряти кожні 100 000–200 000 пострілів на інструментах великої кількості.
Спалах інтерфейсу слайдера та підйомника: Зношення зносостійких пластин (gibs), які направляють бічні дії, дозволяє поверхні ковзання зміщуватися на 0,01–0,05 мм від посадочної поверхні — достатньо для спалаху. Пластини зносу Gib мають бути змінними компонентами будь-якої виробничої форми з інтервалами перевірок, визначеними в плані технічного обслуговування прес-форми.
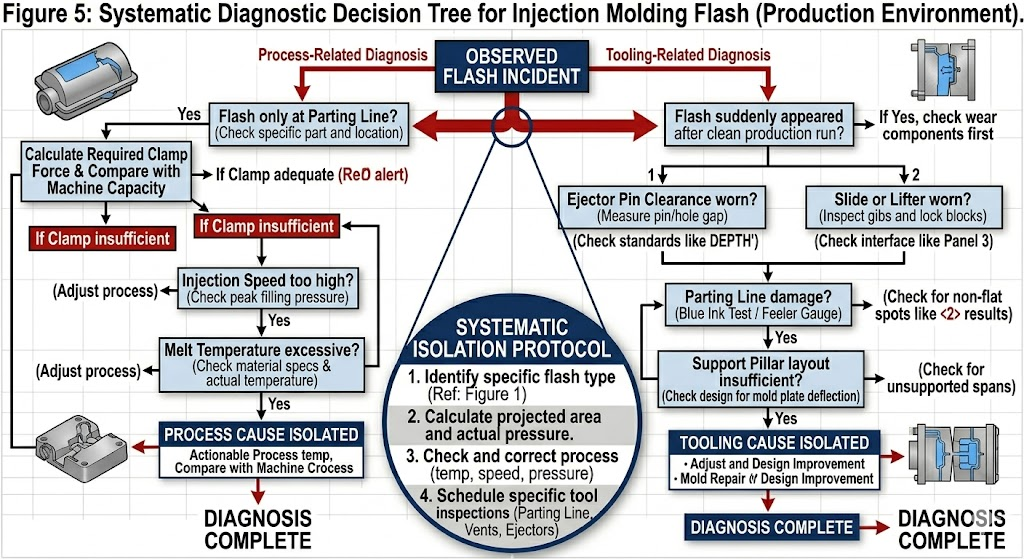
3. Дерево рішень Flash Diagnostic
Використовуйте цю послідовність, щоб визначити першопричину без непотрібного розбирання форми:
СПАЛАХ СПОСТЕРЕЖЕНИЙ│├── Блимає лише на лінії розриву?│ ├── ТАК → Спочатку перевірте обчислення сили затиску│ │ → Потім перевірте площинність PS (тест синім чорнилом)│ │ → Потім зменшіть швидкість упорскування / тиск у набивці│ └── НІ → Продовжте нижче│├── Спалах лише на виштовхувальних шпильках?│ └── ТАК → Виміряйте зазор між шпильками та отворами│ → Перевірте довжину штифта (довші штифти = більший контактний тиск)│ → Переконайтеся, що повернення виштовхувальної пластини повністю встановлено, перш ніж затискач закриється│├── спалах на інтерфейсі повзунка/підйомника?│ └── ТАК → Перевірте зносостійкі пластини (щуп)│ → Перевірте силу посадки/кут блокування заслінки│ → Перевірте контакт п’яткового блоку│├── Спалах у вентиляційних отворах?│ └── ТАК → Виміряти глибину вентиляційного отвору (цільове значення: повторне вирізання відповідно до специфікації)│ → Перевірити на вентиляційну ерозію (абразивний склонаповнений матеріал)│├── Спалах раптово з'явився після X кадрів чистого виробництва?│ └── ТАК → Причина, пов’язана з зносом (гібрид, роз’ємна поверхня, виштовхувачі)│ → Заплануйте перевірку форми / профілактичне обслуговування│└── Флеш є з першого знімка нової форми? └── ТАК → Проблема з дизайном або якістю збірки → Перевірте розрахунок сили затиску → Перевірте якість шліфування поверхні розділення → Перевірте розташування опорних стовпів → Перевірте глибину вентиляційних отворів відповідно до спец
4. Стандарти профілактики за фазою утворення цвілі
Найбільш економічно ефективне запобігання спалаху відбувається до того, як форма випустить перший удар.
4.1 Фаза проектування
- Виконайте моделювання тиску в порожнині Moldflow — переконайтеся, що максимальний тиск у порожнині × проектована площа не перевищує 80% запланованої потужності прес-затискача
- Розрахунок опорних стовпів з центрами ≤150 мм для тиску в усіх порожнинах >60 МПа
- Вкажіть мінімальну ширину ділянки для кожної категорії матеріалу (розділ 2.6)
- Розрахуйте глибину вентиляційного отвору відповідно до специфікації матеріалу — не покладайтеся на стандартні допуски на обробку
- Укажіть зазор виштовхувального штифта на кресленні прес-форми — він повинен відображатися в блоці допусків, а не залишатися на розсуд машиніста
4.2 Фаза формування форми
- Перед остаточним складанням перевірте площинність роздільної поверхні на плоскошліфувальній машині — задокументуйте вимірювання
- Перевірка синім чорнилом після повного складання — перед першим випробуванням необхідний 100% контакт поверхні розділення
- Виміряйте та запишіть усі зазори виштовхувальних штифтів — мінімум 5 штифтів зразків на форму, повний комплект для критичних форм
- Перед першою ін’єкцією переконайтеся, що предметне скло тримається під навантаженням пресового затиску — використовуйте глину або плівку Fuji Prescale
4.3 Перша фаза випробування статті
- Почніть із 50% швидкості впорскування та 60% тиску насадки — поступово збільшуйте
- Запис верхньої межі вікна процесу (початок спалаху) — це критичний параметр кваліфікації форми
- Ширина вікна процесу документування: різниця між початком короткого удару та початком спалаху має становити ≥15% тиску ін’єкції для міцної форми
4.4 Фаза виробництва
- Визначте інтервали профілактичного технічного обслуговування для: перевірки роздільної поверхні (кожні 200 000 пострілів), вимірювання зносу гібридної пластини (кожні 150 000 пострілів), перевірки зазору виштовхувального штифта (кожні 100 000 пострілів для інструментів великого обсягу)
- Відстежуйте спалахи за місцем у системі SPC — прогресивний спалах в одному місці сигналізує про знос, перш ніж він стане якісним виходом
- Зберігайте матеріальні записи вхідної інспекції MFI — співставляйте спалахи з даними MFI
5. Матриця пріоритетів коригувальних дій
Якщо у виробництві спостерігається спалах, використовуйте цю матрицю, щоб визначити пріоритетність коригувальних дій за вартістю та ефективністю:
| Дія | Вартість | Час для реалізації | Ефективність | Пріоритет |
|---|---|---|---|---|
| Зменшіть швидкість впорскування / тиск насадки | Нуль | негайно | Високий (if process-caused) | 1-й |
| Перевірте адекватність сили затиску — перейдіть на більший прес | Низький | Та сама зміна | Остаточний для спалаху, спричиненого затисканням | 2-й |
| Тест синього чорнила — визначте зазор між контактами PS | Низький | 2–4 години | Діагностика, а не коригування | 3-й |
| Лазерний ремонт нерівних точок ПС | Середній | 1–3 дні | Постійний для спалаху, спричиненого зносом | 4-й |
| Замініть зношені гібридні пластини | Низький–Medium | 4–8 годин | Постійний для слайд-спалаху | 5-й |
| Замініть штифти виштовхувача (перебільшений зазор) | Низький | 4–8 годин | Перманент для шпильки | 6-й |
| Заново відшліфуйте розділову поверхню | Середній | 3–7 днів | Постійний для широкого зносу PS | 7-й |
| Додайте опорні стовпи (недолік дизайну) | Високий | 2–4 тижні | Постійний для спалаху, спричиненого відхиленням | 8-й |
| Збільшити твердість сталі (повторно вставити в більш тверду сталь) | Високий | 3–6 тижнів | Довготривале запобігання зношування | 9-й |
6. Особливі випадки: матеріали з високим ризиком спалаху
ППС і ЛКП
Обидва матеріали мають в’язкість розплаву в 3–5 разів нижчу, ніж ABS, при температурах обробки. Вони знайдуть і використають будь-яку прогалину, яку заповнюють стандартні матеріали. Прес-форми, що працюють на PPS або LCP, повинні бути створені з більш жорсткими допусками з самого початку — модернізація прес-форми зі стандартними допусками для роботи з PPS рідко є рентабельною.
Обов'язкові вимоги:
- Порожниста сталь S136 або 420SS (корозія та твердість)
- Рівність поверхні розділення ≤0,005 мм
- Зазор виштовхувача ≤0,006 мм на кожну сторону
- Глибина вентиляційного отвору ≤0,008 мм
- Опорні стійки з максимальним центром 120 мм
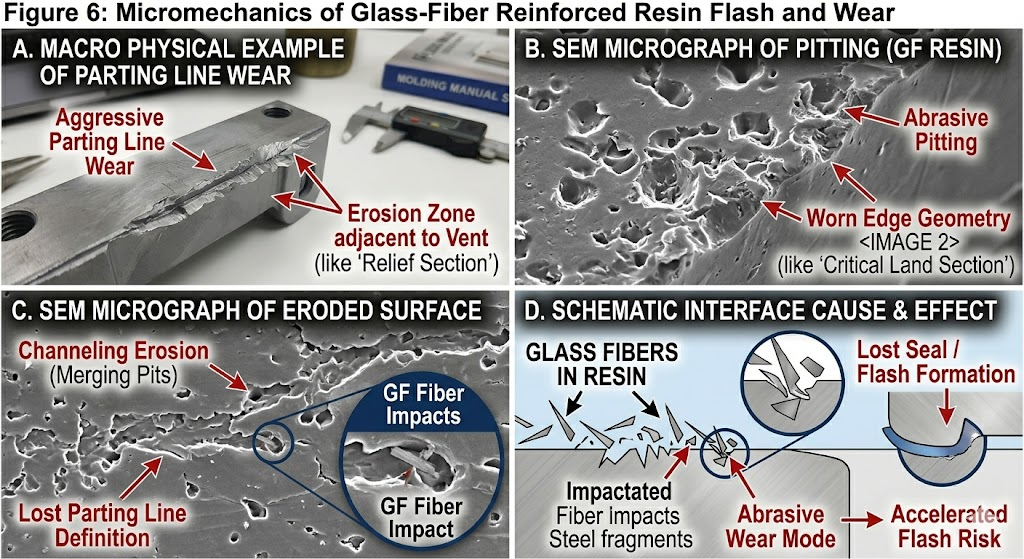
Склонаповнені марки (GF30 і вище)
Скловолокна абразивні. Роздільні поверхні, вентиляційні отвори та отвори для штифтів ежектора зношуються швидше при виробництві з наповненим GF, ніж у ненаповнених сортах. Інтервали технічного обслуговування слід скоротити на 30–40% порівняно з незаповненими графіками матеріалів. Настійно рекомендуються вставки із загартованої сталі (≥50 HRC) у місцях із високим зносом (області воріт, лінії роз’єднання, що примикають до воріт).
Тонкостінні деталі (стінка <1,0 мм)
Тонкостінні деталі вимагають високої швидкості вприскування та високого тиску — підштовхування тиску в порожнині до верхньої межі потужності прес-затискача. Вікно процесу між коротким ударом і спалахом дуже вузьке (іноді <5% тиску впорскування). Ці форми вимагають:
- Точна роздільна поверхня (рівність ≤0,005 мм)
- Більший тиск, ніж передбачає лише розрахунок затискача (додайте запас 30%)
- Датчики тиску в порожнині в реальному часі — замкнутий цикл керування пресом для запобігання спалаху
7. Вартість Flash: Чому виключення окупається
Flash рідко оцінюється точно в системах якості. Справжня вартість включає:
| Вартість Element | Типовий діапазон на деталь | Примітки |
|---|---|---|
| Обрізка праці | 0,05–0,40 дол | Залежить від розташування спалаху та доступності |
| Зношення інструментів через спалах (прискорене пошкодження PS) | 0,01–0,05 дол. США амортизується | Спалах стирає PS, створюючи цикл погіршення |
| Збільшений рівень браку (спалах викликає відмову від деталей) | 1–5% вартості продукції | Високийer for tight-tolerance parts |
| Зупинки складальної лінії (спалах викликає проблеми з підгонкою) | змінна | Може ініціювати повернення коштів клієнта |
| Повернення клієнта / помилки на місці | Високий | Особливо для герметизації поверхонь |
| Час простою при ремонті прес-форми | $500–$5000 за інцидент | Плюс втрачена можливість виробництва |
Для деталі середнього обсягу в 500 000 деталей на рік із вартістю обрізки 0,20 дол. США за деталь і 2% браку, пов’язаного з флеш-пам’яттю, річна вартість невирішеної флеш-карти перевищує 150 000 доларів США — набагато більше, ніж вартість належного ремонту роздільної поверхні або програми обслуговування форми.
8. Висновок
Спалах — це симптом, а не основна причина. Щоб вирішити цю проблему назавжди, потрібно визначити, яка з семи категорій першопричини — сила затиску, стан поверхні розділення, параметри процесу, в’язкість матеріалу, температура прес-форми, недолік конструкції або знос компонентів — є фактичним фактором. Тільки налаштування процесу тимчасово пригнічують спалах; інструменти та конструкційні виправлення усувають це назавжди.
Найбільш економічно ефективною стратегією є профілактика: проектування розділових поверхонь, опорних конструкцій і геометрії вентиляційних отворів відповідно до правильних специфікацій для конкретного матеріалу, що використовується, і впровадження структурованої програми профілактичного обслуговування, яка вловлює знос, перш ніж він стане якісним виходом.
Пов'язані статті:
- Розуміння того, що таке нестача у лиття під тиском: причини, рішення та профілактика
- Контроль усадки та викривлення при лиття під тиском: Інженерний посібник для OEM-виробників
- Доопрацювання прес-форми для лиття під тиском: чи можна перетворити інструмент із двома порожнинами на інструмент із 4 порожнинами?
- Повний посібник із ремонту ливарних форм під тиском: методи лазерного зварювання та обробки поверхні
- Керівництво з вибору високоточної сталі для лиття під тиском
IMTEC Mold | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Чжецзян, Китай | [email protected] | 86 153 5648 7586

