
Термопластичний поліуретан (TPU) доповнює розрив між гнучкою гумою та жорсткою пластмасою. ТПУ, відомий своєю винятковою еластичністю, зносостійкістю та високою міцністю на розрив, дуже популярний у світовому промисловому виробництві. Однак обробка цього унікального поліуретанового еластомеру вимагає глибокого розуміння його прихованих технічних нюансів.
Цей посібник містить інженерну інформацію про властивості TPU, параметри обробки, секрети дизайну прес-форм і стратегії усунення несправностей для оптимізації вашої виробничої лінії та забезпечення високопродуктивного виробництва компонентів B2B.
1. Ключові властивості та дилема вибору
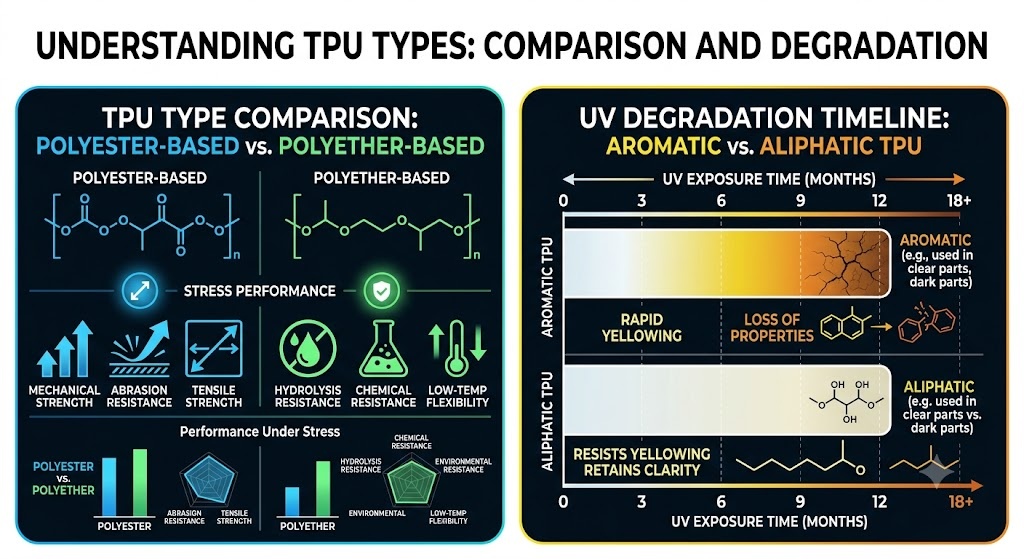
Вибір правильного класу ТПУ вимагає не тільки основних діаграм твердості за Шором. Групи промислових закупівель і розробки продукту повинні спочатку збалансувати основні хімічні відмінності: ТПУ на основі поліефіру проти ТПУ на основі поліефіру .
ТПУ на основі поліефіру:
- Механічна міцність: Чудова стійкість до розтягування та розриву.
- Стійкість до стирання: Чудово (ідеально підходить для частин, що сильно зношуються, наприклад роликів промислових меблів).
- Стійкість до гідролізу: Погано (сприйнятливий до деградації вологи).
- Гнучкість при низьких температурах: добре.
- Мікробна стійкість: Низький.
ТПУ на основі поліефіру:
- Механічна міцність: Помірний.
- Стійкість до стирання: добре.
- Стійкість до гідролізу: Відмінно (ідеально підходить для вологих або занурених середовищ).
- Гнучкість при низьких температурах: Superior (Зберігає еластичність при наднизьких температурах).
- Мікробна стійкість: Високий.
Порада: прихована ціна пожовтіння
Стандартні ароматичні ТПУ мають молекулярні структури, які руйнуються під УФ-випромінюванням, через що прозорі частини стають непривабливо жовтими. Для споживчих товарів високого класу, спеціалізованих оболонок кабелю сервоприводу або видимих інтер’єрів автомобілів інженери повинні шукати аліфатичні марки ТПУ . Аліфатична хімія за своєю суттю стійка до ультрафіолетового світла, зберігаючи оптичну прозорість і стабільність кольору протягом тривалого терміну служби продукту.
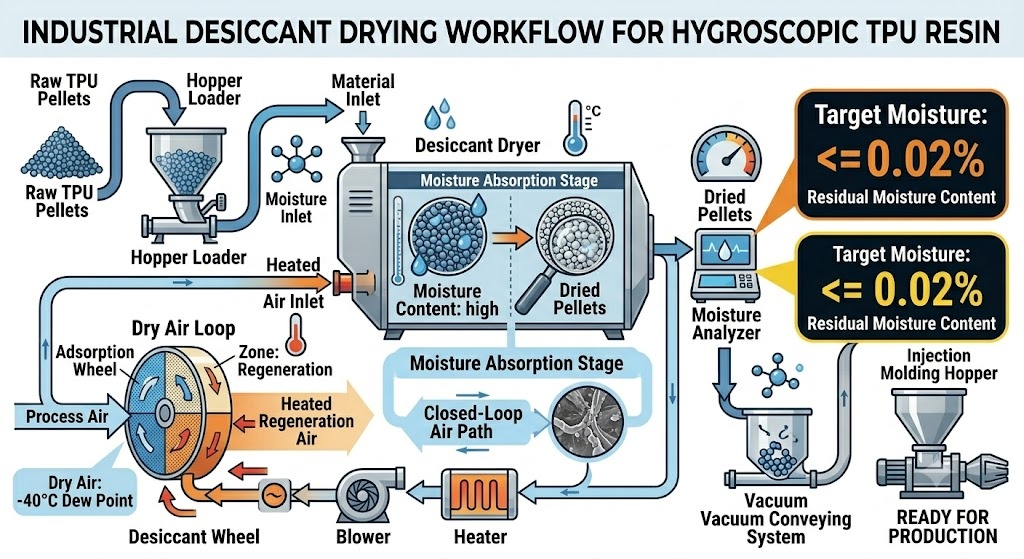
2. Підготовка матеріалу: крім основного сушіння
Якщо у лиття під тиском ТПУ є єдина точка поломки, то це волога. ТПУ має високу гігроскопічність; він активно поглинає водяну пару з навколишнього повітря. Обробка вологою смолою призводить до необоротна гідролітична деградація — хімічна реакція, коли вода розщеплює поліуретанові полімерні ланцюги за високих температур, повністю руйнуючи механічні властивості матеріалу.
- Метрика точки роси: Стандартних бункерів гарячого повітря недостатньо. Ви повинні використовувати адсорбційну осушувач, здатний підтримувати точку роси -40°C або нижче.
- Параметри сушіння: Висушіть незайману смолу при від 80°C до 90°C для 3-4 години . Цільовий вміст вологи перед входом у ін'єкційний ствол повинен суворо відповідати 0,02% або менше .
Порада: Правило 20% повторного подрібнення
У той час як зниження промислових витрат вимагає повторного використання литників і напрямних, необхідно суворо контролювати температурну історію ТПУ.
Золотий закон: Ніколи не змішуйте більше ніж Від 15% до 20% повторного подрібнення (перероблений брухт) з незайманою смолою.
Перевищення цієї межі спричиняє значне зниження первісної міцності деталі на розрив і прискорює естетичне пожовтіння. Крім того, перемелений брухт вбирає вологу вдвічі швидше, ніж первинні гранули; це повинен перед змішуванням у бункер пройти незалежну сувору сушку осушувачем.
3. Параметри обробки: Подолання тепла зсуву
Налаштування теплового профілю для TPU вимагає нелінійного підходу. Оскільки молекули ТПУ дуже чутливі до тертя, матеріал демонструє високий рівень чутливість до зсуву . Коли машина для лиття під тиском проштовхує розплавлений еластомер через жорсткі обмеження, це створює величезне внутрішнє тертя, відоме як зсувний нагрів .
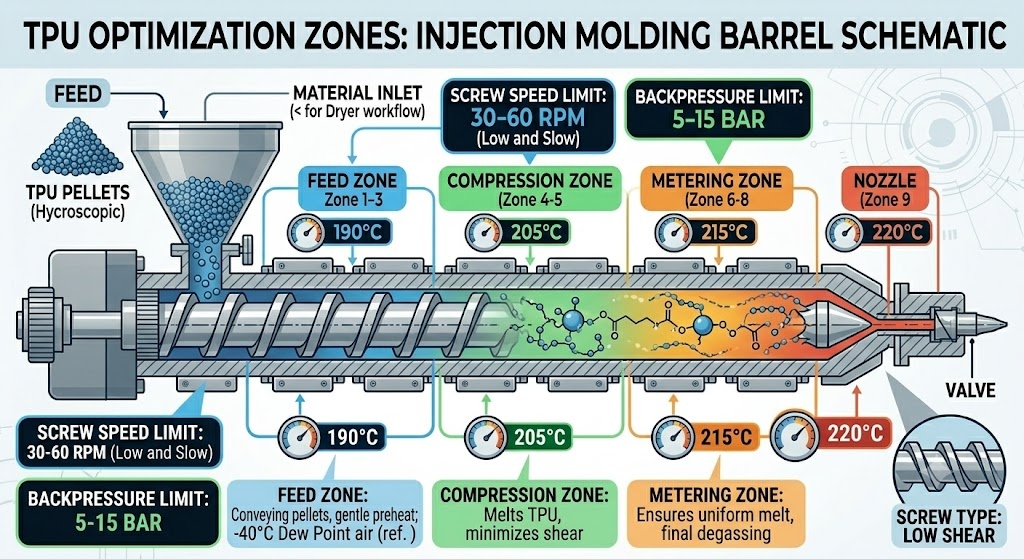
Щоб запобігти перегріву та спалюванню матеріалу цим теплом тертя, застосуйте «Низько і повільно» Стратегія налаштування машини:
- Температура плавлення: Підтримуйте точний профіль стовбура між ними 190°C і 220°C . Перевищення 230°C призведе до термічного розкладання.
- Температура форми: Тримайте стінки форми на рівні від 20°C до 40°C . Форми для охолодження прискорюють кристалізацію поліуретанових блоків, дозволяючи деталі структурувати та витягувати її чисто без деформації.
- Гвинт і зворотний тиск: Встановіть низькі лінійні швидкості гвинта ( від 30 до 60 об/хв ) і мінімальний зворотний тиск ( від 5 до 15 бар ). Високий зворотний тиск створює непотрібну напругу зсуву на еластомер, руйнуючи полімерні ланцюги ще до того, як пластик покине сопло.
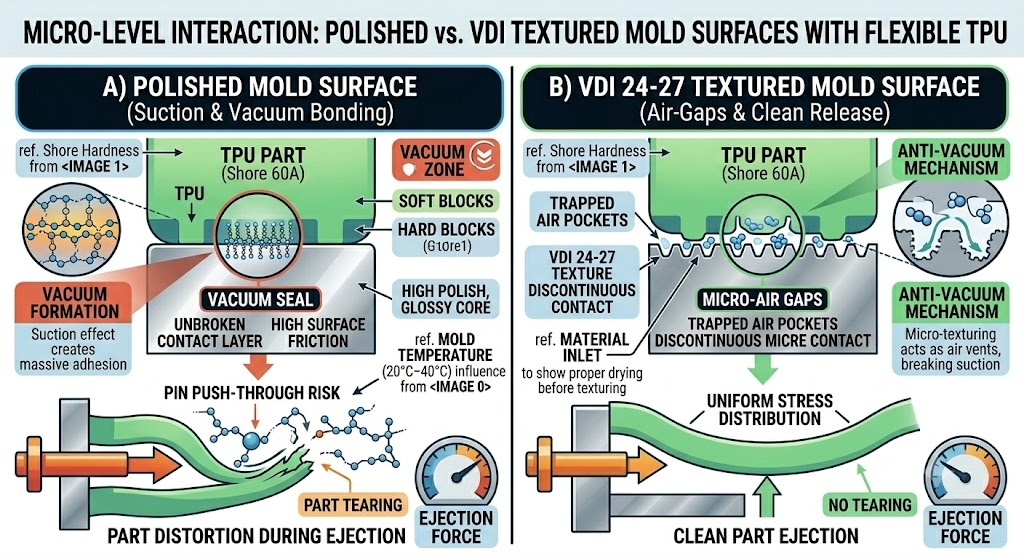
4. Секрети конструкції прес-форм для липких еластомерів
Стандартні принципи конструкції прес-форм, призначені для твердого пластику, як-от ABS або поліпропілен, не будуть застосовані до гнучкого ТПУ. М’які еластомери вимагають спеціальних геометричних і механічних припусків у сталевому інструменті.
Вакуумний кошмар
М’які марки ТПУ (Шор від 60A до 85A) мають високе поверхневе тертя. Під час послідовності відкриття форми гладкий еластомер діє як присоска, утворюючи вакуум на полірованих глянцевих поверхнях серцевини. Деталь прилипне, деформується або порветься під час механічного виштовхування.
- Рішення: Уникайте полірованих дзеркальних покриттів. Замість цього вкажіть текстура проти вакуумної форми наприклад, легка струменя або хімічна структура EDM ( VDI від 24 до 27 ). Ця мікротекстура затримує крихітні кишені повітря між сталлю та еластомером, порушуючи вакуумне ущільнення та слугуючи вбудованим механічним роз’єднувачем.
Технічні характеристики мікровентиляції
Завдяки високій швидкості впорскування газ, який утримується, може легко обпалити гнучкі матеріали. Однак, оскільки ТПУ легко тече під тиском, великі вентиляційні отвори створять спалахування.
- Правило: Оброблені газові вентиляційні отвори повинні мати суворе обмеження мікроглибини 0,015 мм до 0,02 мм . Він досить вузький, щоб утримувати розплавлений еластомер, дозволяючи безпечно випускати стиснене повітря.
5. Матриця усунення несправностей (розширені польові рішення)
Коли дефекти з’являються на заводі, виявлення справжньої першопричини вимагає розрізнення між температурними показниками та показниками навколишнього середовища. Використовуйте цей польовий посібник для швидкого цілеспрямованого усунення несправностей:
-
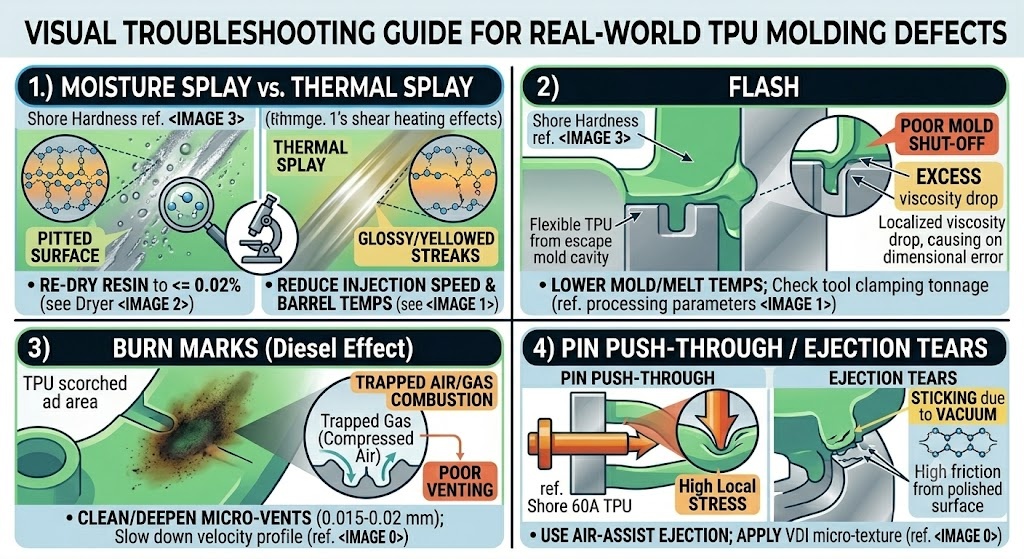
Розкоси (сріблясті смуги)
-
Ймовірна першопричина: Гідролітичний або термічний розпад.
-
Розширене польове рішення: Тест під мікроскопом: Розгляньте смуги під збільшенням. Якщо смуги шорсткі та з ямками, це плями вологи (збільште час висихання). Якщо смуги гладкі та глянцеві, це термічне розтікання, спричинене надмірним нагріванням зсуву (зменшіть швидкість упорскування або температуру сопла).
-
Спалах (надлишок матеріалу на швах)
-
Ймовірна першопричина: Надмірне впорскування або локальне зниження в’язкості.
-
Розширене польове рішення: Знизьте температуру розплаву, щоб збільшити в'язкість, або зменшіть профіль тиску утримання. Перевірте, чи сила затиску інструменту відповідає необхідному тоннажу.
-
Випалені сліди (дизельний ефект)
-
Ймовірна першопричина: Стиснення газу в пастці в невентильованих кишенях.
-
Розширене польове рішення: Очистіть і поглибте мікроотвірки (макс. 0,02 мм). Уповільніть профіль швидкості впорскування безпосередньо перед тим, як розплав увійде в зону остаточного заповнення.
-
Липкі частини / сльози при викиді
-
Ймовірна першопричина: Вакуумне склеювання або передчасне пакування.
-
Розширене польове рішення: Переключіться на систему виштовхування повітря (повітряний клапан) разом із механічними штифтами. Застосуйте мікротекстуру VDI до ядра.
6. Майбутні тенденції: пошук джерел для екологічного ланцюга поставок
У міру переходу глобальних брендів до економіки замкнутого циклу міжнародні вимоги ESG змінюють орієнтири закупівель B2B. Екосистема промислового виробництва стрімко розвивається ТПУ на біологічній основі і PCR (перероблені після споживача) еластомери .
Сучасні ТПУ на біологічній основі замінюють традиційні поліоли, отримані з нафти, альтернативами рослинного походження (наприклад, кукурудзяним крохмалем або касторовою олією), зменшуючи викиди вуглецю до 40%.
Реальність вікна обробки
Інженери та агенти із закупівель повинні мати на увазі, що ТПУ на біологічній основі та перероблені значні переваги більш вузькі вікна обробки ніж матеріали на викопному паливі. Біополімери демонструють вищу термочутливість і нижчу толерантність до зсуву. Адаптація вашого цеху до цих екологічних матеріалів вимагає модернізації до точних формовочних машин із замкнутим циклом керування, встановлення пріоритету передових установок адсорбційної сушки та використання оптимізованого текстурування інструменту, щоб залишатися конкурентоспроможними в екологічному ланцюжку поставок.

