
У сучасному промисловому лиття під тиском — особливо в складних північноамериканських ланцюгах постачання автомобільних, аерокосмічних і медичних пристроїв — прагнення до структурного полегшення та інтеграції компонентів викликало безпрецедентну залежність від тонкостінних профілів і складних, армованих волокном полімерних матриць. Незважаючи на те, що ці досягнення забезпечують значну ефективність використання матеріалів і маси, вони значно підвищують ризик локалізованої механічної несправності та косметичного відторгнення через в’язані та зварні лінії. Далеко не просто поверхневі дефекти, ці структурні межі представляють собою глибокі розриви всередині формованої матриці, де полімерні ланцюги не можуть належним чином дифундувати між собою. Щоб захистити низьку маржу OEM і підтримувати суворі стандарти механічної безпеки, виробники більше не можуть розглядати виправлення в’язаних ліній як серію проб і помилок коригування на пресі. Замість цього команди інженерів повинні прийняти методологію, керовану даними, яка бездоганно пов’язує кількісну інспекцію цеху з розширеним прогнозним моделюванням і оптимізованими компонуваннями інструментів.
Виявлення та перевірка в’язаних ліній: перехід від візуальних до кількісних показників
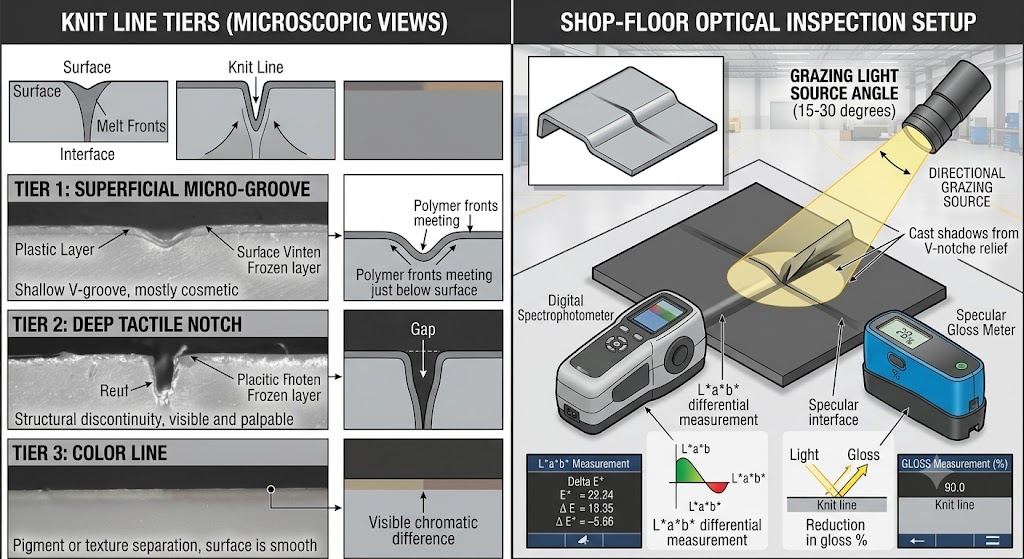
Щоб створити надійну структуру контролю якості, операції формування повинні усунути суб’єктивні візуальні оцінки та замінити їх точними показниками, які піддаються кількісному вимірюванню. На виробництві традиційний візуальний огляд часто класифікує проблеми з в’язаною лінією за допомогою нечітких якісних дескрипторів. Справжній контроль процесів вимагає перетворення цих якісних спостережень у цифрові повторювані змінні. Морфологію поверхні необхідно розділити на окремі фізичні рівні: поверхневі мікроканавки, глибокі тактильні виїмки та диференціальне локальне знебарвлення. Використовуючи спеціалізовані методи візуалізації, такі як освітлення під низьким кутом і висококонтрастне проекційне зображення, інженери з якості можуть відображати відхилення поверхні. Для косметичних компонентів необхідно використовувати спектрофотометри для реєстрації хроматичних зсувів через інтерфейс із використанням стандартизованого колірного простору CIELAB, встановлюючи верхню межу порогу, таку як Delta E_ab менше або дорівнює 0,5. Одночасно необхідні контактні вимірювачі блиску для кількісного визначення локального дзеркального зменшення блиску, гарантуючи відповідність області зварного шва номінальній текстурі в межах заданого значення допуску.
Для несучих або важливих для рідини інженерних компонентів неруйнівні вимірювання поверхні становлять лише половину протоколу перевірки. Механічна цілісність повинна бути підтверджена за допомогою суворих стандартизованих режимів руйнівного тестування. Інженерні протоколи повинні вимагати, щоб бруски для випробувань на розтяг (відповідно до ASTM D638 або ISO 527) збиралися безпосередньо з виробничих компонентів, при цьому лінія в’язання точно локалізована в центрі довжини. Потім механічні характеристики цих зразків порівнюють із ідентичними базовими зразками, сформованими без інтерфейсу, для розрахунку коефіцієнта збереження міцності лінії зварювання (WRF), який виражається наступним текстовим рівнянням:
У той час як естетичний споживчий корпус може терпіти значне зниження міцності за умови незначної колірної дисперсії, критичні автомобільні компоненти під капотом або колектори медичної рідини часто встановлюють суворі пороги якості, відхиляючи будь-яку партію, яка падає нижче 90- або 95-відсоткового значення збереження. Якщо лінія зварного шва опускається нижче цих попередньо визначених порогів, інженери з якості повинні негайно виконати 4-етапний контрольний список для перевірки цеху:
- Перевірте фактичну температуру розплаву та порожнини форми за допомогою каліброваних термодатчиків.
- Задокументуйте тактильний профіль глибини за допомогою поверхневого профілометра.
- Порівняйте локалізовану вагу деталі з номінальними межами, щоб перевірити наявність недостатньої упаковки.
- Якщо несправність не зникає, візьміть зразки для металографічного розрізу поперечного перерізу або скануючої електронної мікроскопії (SEM), щоб перевірити на наявність мікроскопічних летючих частинок або локалізованого зміщення волокон уздовж поверхні зламу.
Основні причини та прогностичне моделювання: підключення фізики до практичних висновків
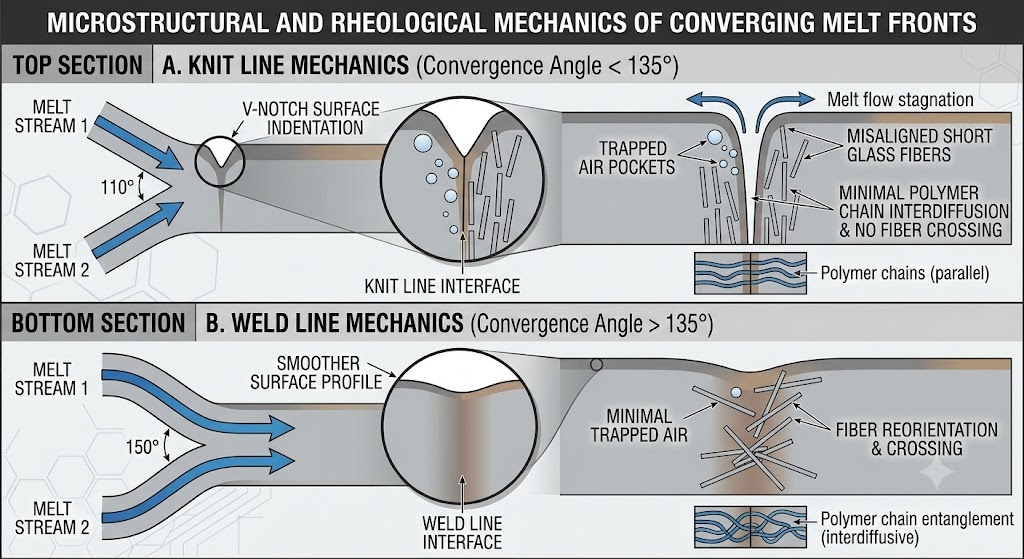
В’язана лінія утворюється, коли два або більше різних фронтів розплаву полімеру стикаються лобами всередині порожнини форми під кутом збіжності менше 135 градусів. Коли кут сходження перевищує цей поріг, межа технічно класифікується як лінія зварювання, що дозволяє паралельним потокам змішуватися більш природно. Основна фізика, що визначає міцність і видимість цього інтерфейсу, повністю залежить від термодинамічного стану матеріалу під час конвергенції. Коли розплав рухається через порожнину, контакт із холоднішою сталлю форми створює заморожений прикордонний шар, який постійно звужує активний канал потоку. Якщо локальна температура розплаву падає поблизу точки переходу матеріалу, або якщо локалізований тиск впорскування зменшується через довгі шляхи потоку, молекулярним ланцюгам не вистачає необхідної теплової енергії та пакувальної сили, щоб перетнути межу розділу та дифундувати між собою. Крім того, розділені шляхи потоку за своєю суттю змушують анізотропні посилення, такі як короткі скляні волокна, обертатися паралельно до межі зустрічі, повністю усуваючи будь-які механічні мости через з’єднання.
Замість того, щоб розглядати ці фізичні явища шляхом дорогих модифікацій методом проб і помилок після того, як інструментальна сталь була розрізана, на етапі проектування продукту слід використовувати передові інструменти CAE кінцевих елементів (такі як Autodesk Moldflow, Moldex3D або Sigmasoft 3D). Інженери повинні виходити за межі простих бінарних візуальних графіків і оцінювати кількісні аналітичні критерії. Основні результати моделювання включають відстеження точок застою вектора швидкості, визначення локалізованих перепадів температури на стику та вилучення числового індексу інтенсивності лінії шва (VHI). Високонадійний метод оцінки структурної цілісності передбачає відображення прогнозованих тензорів орієнтації волокон безпосередньо з моделювання ін’єкції в наступні структурні пакети FEA, що дозволяє розробникам моделювати локалізовані концентрації напруги під реальними механічними навантаженнями. Для забезпечення точного прогнозування імітаційні моделі повинні використовувати високоточні 3D-сітки, що складаються щонайменше з 10-12 шарів на тонких стінках, у поєднанні з перевіреними даними характеристик матеріалу та точними параметрами відгуку машини.
Щоб перетворити цю віртуальну CAE-діагностику на практичні цехові рішення, групи інженерів повинні дотримуватися стандартизованого дерева діагностичних рішень. Коли симуляція вказує на неприйнятний ризик в’язання, інженер повинен систематично оцінювати та виділяти змінні, а не налаштовувати параметри випадковим чином. По-перше, перевірте, чи можна з’єднання перемістити в некритичну область, змінивши розташування воріт. Якщо геометричні обмеження унеможливлюють переміщення воріт, наступним кроком є оцінка локалізованого теплового керування, оцінка того, чи змінна температура прес-форми може покращити молекулярне зв’язування. Нарешті, якщо терморегулювання недостатньо, необхідно змінити механічну товщину стінки, щоб зменшити місцевий опір потоку та збільшити тиск набивання. Цей структурований метод гарантує, що модифікації інструментів і процесів базуються на надійних інженерних принципах, значно скорочуючи цикли розробки та запобігаючи дорогим замовленням на інженерні зміни (ECO) на пізній стадії циклу запуску.
Конструкція прес-форми та стратегії розташування воріт: керування шляхами потоку та тепловими планами
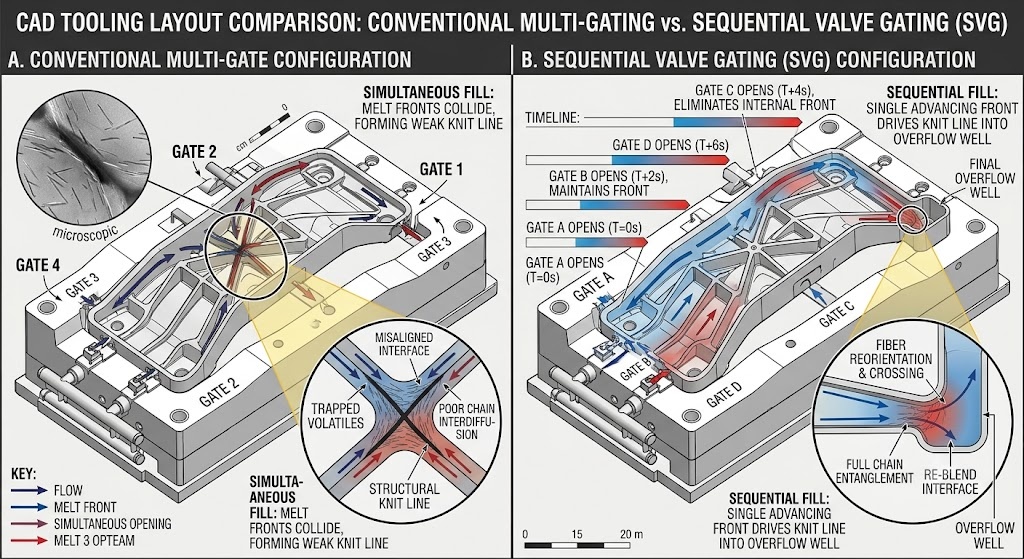
Основним методом усунення або переміщення в’язаних ліній є стратегічне розміщення ліберної системи інструменту. Вибір геометрії затвора — незалежно від того, використовуються точні прямі клапанні затвори, краєві затвори або вентиляторні затвори — визначає початковий малюнок заливки та безпосередньо контролює, як фронти потоку розділяють і рекомбінують навколо штифтів сердечника або внутрішніх вирізів. При проектуванні складних деталей інженери повинні встановити точні правила щодо відстані потоку та максимально допустимого співвідношення довжини потоку до товщини стінки. Наприклад, у тонкостінній споживчій електроніці часто використовується стратегія послідовних клапанів (SVG). Використовуючи гідравлічні або пневматичні штифти з електронним керуванням для відкривання затворів клапанів у точній послідовності за часом, інженери можуть повністю виключити утворення внутрішніх в’язаних ліній, змушуючи єдиний безперервний фронт розплаву протікати через порожнину, зміщуючи лінії зварювання в периферійні зони спалювання або неструктурні краї.
Окрім розміщення воріт, керування тепловими характеристиками у формі сталі має вирішальне значення для оптимізації якості в’язаної лінії. Традиційні лінії охолодження з прямим просвердленням часто залишають глибокі секції серцевини та складні кути ізольованими від ефективного теплового охолодження, що призводить до локалізованих гарячих точок або сильних температурних градієнтів, які послаблюють інтерфейс в’язаних ліній. Заміна звичайних ліній удосконаленими конформними каналами охолодження, виготовленими за допомогою прямого лазерного спікання металу (DMLS), дозволяє лініям охолодження точно повторювати контури порожнини деталі. Це забезпечує дуже рівномірне розсіювання тепла та забезпечує точне локалізоване формування зі швидким тепловим циклом (RHCM). Використовуючи пару або високотемпературну воду під тиском для швидкого нагрівання місцевої зони в’язання під час заповнення, а потім перемикаючись на холодну воду для швидкого затвердіння, виробники можуть підтримувати температуру поверхні порожнини вище точки склування смоли або точки плавлення кристалів під час формування в’язаної лінії. Це повністю усуває поверхневі надрізи та максимізує сплутування полімерного ланцюга.
| Стратегія інструментів | Типова премія за вартість інструменту | Вплив часу циклу | Покращення міцності в’язаної лінії | Найкраще підходить для програми |
| Традиційне механічне охолодження | Базовий рівень (0 доларів) | Базова лінія (від 25 до 45 секунд) | Мінімальний (від 0 до 10 відсотків покращення) | Конструкційні блоки малої складності, товстостінні. |
| Конформна охолоджуюча вставка (DMLS) | Від 15 до 30 відсотків | Зниження від 15 до 30 відсотків | Підвищення від 15 до 30 відсотків | Складне автомобільне оздоблення, багатопорожнинні медичні деталі. |
| Послідовний затвор клапана (SVG) | Від 25 до 40 відсотків | Нейтральний | Повністю переміщує дефект | Великі корпусні панелі, приладові панелі, довгі кришки. |
| Формування зі швидким тепловим циклом (RHCM) | Від 40 до 60 відсотків | Підвищення від 10 до 25 відсотків | Збільшення від 40 до 70 відсотків | Глянцеві споживчі дисплеї, медичні оптичні корпуси. |
Перш ніж впроваджувати ці вдосконалені модифікації інструментів, команди інженерів повинні провести точну початкову оцінку рентабельності інвестицій (ROI) і ризиків. Хоча додавання конформної вставки DMLS або колектора SVG може збільшити початкові капітальні витрати на інструменти на десятки тисяч доларів, ці витрати повинні бути ретельно збалансовані з довгостроковими експлуатаційними показниками. Для великого виробництва автомобілів, яке охоплює кілька років, 20-відсоткове скорочення тривалості циклу в поєднанні зі значним зниженням кількості брухту легко виправдовує авансову премію за інструменти. І навпаки, для медичних компонентів меншого об’єму зміна товщини стінок частин або включення локалізованих переливних колодязів, які збирають холодні скупчення на кінці фронту потоку та можуть бути чисто оброблені після формування, є економічно ефективнішою альтернативою, яка досягає необхідних механічних характеристик без перевищення капітального бюджету проекту.
Обробка, матеріали та компроміси виробництва: оптимізація матриць параметрів
Коли модифікації інструментів обмежені бюджетом або часовими рамками, інженери повинні покладатися на систематичну оптимізацію процесу та ретельний вибір матеріалів для керування продуктивністю в’язальної лінії. Молекулярна структура необробленого полімеру визначає його реологічну поведінку під час конвергенції фронту розплаву. Товарні смоли без наповнювача, такі як поліпропілен (PP) або аморфний акрилонітрилбутадієнстирол (ABS), легко текуть і легко з’єднуються при нижчих відносних енергіях. Однак високотемпературні інженерні пластики, такі як полікарбонат (PC), поліамід 6/66 (PA6/PA66) і поліфеніленоксид (PPO), особливо якщо вони наповнені від 30 до 50 відсотків скловолокном або мінеральними модифікаторами, створюють серйозні реологічні проблеми. Для цих передових сполук коригування параметрів має відповідати високоструктурованій матриці обробки «від консервативної до агресивної», щоб уникнути погіршення якості матеріалу або подовження часу циклу.
Щоб систематично виправляти дефекти в’язаних ліній на виробництві, технічні спеціалісти повинні ознайомитися з вичерпними рекомендаціями щодо матеріалів і параметрів обробки. Коригування завжди слід виконувати послідовно, дозволяючи процесу стабілізуватися протягом кількох циклів після кожної модифікації, щоб точно виміряти вплив на якість деталей і характеристики конструкції:
| Тип полімерної матриці | Рекомендований діапазон плавлення (градус C) | Рекомендований діапазон цвілі (градус C) | Крок налаштування первинної швидкості впорскування | Очікуване збереження міцності в’язаної лінії (%) |
| Поліпропілен без наповнювача (PP) | 200 - 240 | 30 - 60 | Помірно прогресивний (з кроком 10%) | 85% - 95% |
| ABS (Естетичний клас) | 220 - 260 | 50 - 80 | Профіль високої швидкості (швидке проходження в’язаної зони) | 80% - 90% |
| Полікарбонат (ПК) | 280 - 320 | 80 - 110 | Висока постійна швидкість з високою упаковкою | 70% - 85% |
| PA66-GF30 (30% скляне заповнення) | 270 - 300 | 80 - 120 | Надвисока швидкість (максимальне нагрівання зсуву) | 35% - 55% |
| РРО (модифікований / структурний) | 260 - 310 | 70 - 100 | High Velocity з подальшим Immediate Pack Shift | 50% - 70% |
Якщо оптимізовані параметри обробки не можуть повністю усунути видиму в’язану лінію на високоестетичному компоненті, може знадобитися вторинна обробка. Варіанти відновлення після формування, включаючи механічне шліфування, автоматичне ґрунтування та фарбування, полірування хімічною парою або локальне ультразвукове оплавлення, можуть ефективно замаскувати дефекти поверхні, але вони створюють значні компроміси у виробництві. У той час як вторинне поліуретанове покриття або промивка хімічним розчинником може відновити бездоганну глянсову поверхню аморфного корпусу споживача, ці операції збільшують загальну вартість деталей, вимагають додаткової праці та збільшують кількість браку через дефекти обробки. Крім того, оздоблення поверхні не виправляє глибинні структурні дефекти. Якщо скляні волокна залишаються зміщеними під пофарбованою поверхнею, деталь вийде з ладу під дією механічного впливу. Операційні менеджери повинні ретельно зважити ці витрати на оздоблення з довгостроковими капітальними інвестиціями на передові оновлення інструментів, вибираючи варіант, який найкраще поєднує якість, вартість і надійність компонентів.
Підвищте продуктивність інструментів і обробки
Усунення несправностей в’язаних ліній вимагає узгодження попереднього прогнозного проектування з дисциплінованим контролем якості. Завантажте наш комплексний, готовий до роботи Контрольний список для усунення несправностей в’язаної лінії та калібрування симуляції (PDF) , що містить покрокові шаблони налаштування машини для формування, цільові параметри сітки VHI та форми перевірки ASTM/ISO.
Потрібна негайна інженерна підтримка для активної програми? Зв’яжіться з нашою технічною командою сьогодні, щоб запланувати розширений Огляд симуляції CAE та аудит макета форми . Наші північноамериканські спеціалісти з виробництва надають детальну діагностику протягом 3–5 робочих днів.

