
Резюме
Класи вогнестійких (FR) полімерів призначені для автомобільної, електронної, електричної та будівельної промисловості, але вони створюють труднощі при обробці та ризики для інструментів, яких стандартні сорти не створюють. Добавки FR звужують технологічні вікна, підвищують корозійну активність формованої сталі, впливають на якість поверхні та ускладнюють потоки переробки. У цьому посібнику детально розглядається рейтингова система UL94, пояснюється, як кожна основна хімічна речовина FR взаємодіє з обладнанням для лиття під тиском та інструментами, а також надаються практичні специфікації для конструкції прес-форм і вибору сталі під час використання матеріалів FR.
1. Чому вогнестійкість має значення при лиття під тиском
Пластик горить. Більшість інженерних термопластів — ABS, PP, PA, PC — за своєю природою горючі, з граничним кисневим індексом (LOI) 17–28%. У сферах застосування, де існує ризик займання — електричні корпуси, корпуси акумуляторів електромобілів, побутова електроніка, інтер’єри літаків, будівельні панелі — немодифіковані полімери не можуть відповідати нормам пожежної безпеки.
Антипірени вирішують це за допомогою одного або кількох механізмів:
- Переривання газової фази — Радикали FR гасять ланцюгову реакцію горіння в зоні полум'я (системи на основі галогенів)
- Утворення шару — FR хімія сприяє створенню вуглецевого поверхневого шару, який ізолює підкладку від полум’я (системи на основі фосфору, що спалахують)
- Ендотермічний розпад — Добавка FR поглинає тепло шляхом розкладання, охолоджуючи субстрат нижче температури займання (гідроксиди металів: ATH, MDH)
- Фізичне розведення — інертний наповнювач знижує горючу фракцію компаунду
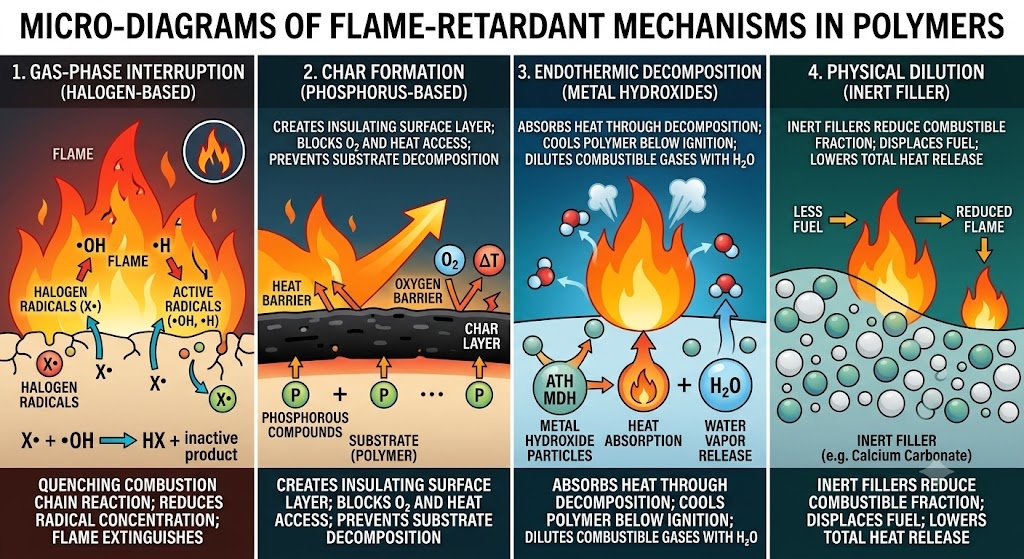
Виклик для машини для лиття під тиском полягає в тому, що ці механізми активуються теплом — тим самим стимулом, який керує процесом формування. Добавки FR, які є достатньо термічно стабільними, щоб витримати стовбур, але достатньо реакційноздатними, щоб діяти під час пожежі, являють собою вузьке інженерне вікно з прямими наслідками для обробки та інструментів.
2. Рейтингова система UL94: що насправді означають класифікації
UL94 (Стандарт для випробувань на займистість пластикових матеріалів для деталей у пристроях і приладах) є основним глобальним стандартом класифікації займистості пластику. Для правильної специфікації важливо розуміти, що вимагає і чого не вимагає кожен рейтинг.
2.1 Огляд методу тестування
Випробування UL94 проводяться на формованих зразках, а не на сировині. Геометрія зразка має значення: стандарт визначає категорії товщини (зазвичай 0,8 мм, 1,6 мм, 3,2 мм), а рейтинги залежать від товщини. Матеріал з рейтингом V-0 при 3,2 мм може досягати лише V-2 при 0,8 мм.
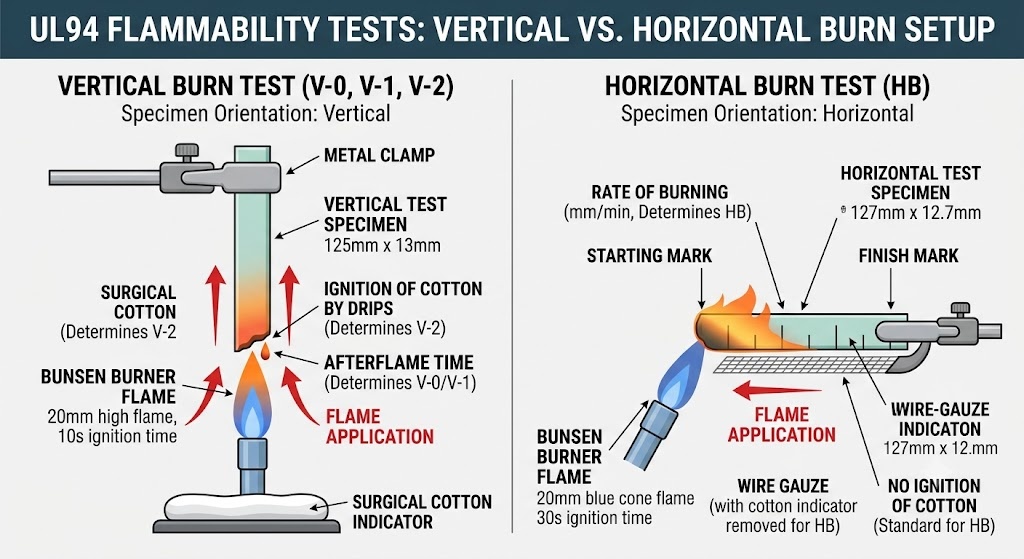
Дві основні серії тестів:
Випробування на вертикальне горіння (V-0, V-1, V-2, 5 ВА, 5VB): Зразок розміром 125 мм × 13 мм тримають вертикально та піддають дії певного полум’я протягом двох інтервалів по 10 секунд. Стікання, час після полум’я та запалювання індикатора бавовни під зразком визначають оцінку.
Тест на горизонтальний опік (HB): Зразок 127 мм × 12,7 мм тримають горизонтально. Це найнижча класифікація — більшість товарних полімерів без обробки FR досягають HB при достатній товщині.
2.2 Критерії класифікації
| Рейтинг | Післяполам'я ≤ (кожне застосування) | Загальне післяполам'я ≤ (5 зразків) | Капання запалює бавовну? | Післясвітіння ≤ | Примітки |
|---|---|---|---|---|---|
| V-0 | 10 сек | 50 сек | немає | 30 сек | Найсуворіша вертикаль |
| V-1 | 30 сек | 250 сек | немає | 60 сек | Вертикальний середній ярус |
| V-2 | 30 сек | 250 сек | Так дозволено | 60 сек | Капати дозволено |
| 5VA | — | — | немає | — | немає burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | немає | — | Допускається прогорання зубного нальоту; більш суворий, ніж V-1 |
| HB | Горить ≤ 76 мм/хв (>3 мм) або гасне | — | N/A | — | Найнижчий; більшість товарних пластмас |
2.3 Рейтинги на практиці: що насправді визначають регулятори та виробники оригінального обладнання
| застосування | Мінімальна вимога UL94 | Примітки |
|---|---|---|
| Корпуси побутової електроніки (IEC 62368-1) | V-1 або V-0 | Залежить від товщини стінок і внутрішнього джерела тепла |
| Корпус акумулятора EV і корпуси BMS | V-0 при ≤1,6 мм | Часто посилюється спеціальними вимогами OEM до термічного відводу |
| Автомобільні електричні роз'єми (USCAR-2) | V-0 при ≤0,8 мм | Дуже тонка стінка — значно звужує варіанти матеріалу |
| Корпуси побутових приладів (IEC 60335) | V-1 або V-0 | Залежить від категорії |
| Промислові електричні корпуси (IEC 61439) | V-0 або 5VA | 5 ВА все частіше вказується для великих корпусів |
| Компоненти салону літака (FAR 25.853) | немаєt UL94 — uses OSU heat release and vertical bunsen tests | UL94 недостатньо для аерокосмічної галузі |
| Будівництво (EN 13501) | Система єврокласу B–E, а не UL94 | Зовсім інший стандарт тестування |
Критична точка: Рейтинги UL94 повідомляються постачальниками для конкретних кольорів, товщини та сертифікації партії. Чорний ПК/АБС-корпус, що досягає V-0, не гарантує V-0 у білому або натуральному вигляді — взаємодія FR-добавки з пігментними системами впливає на продуктивність, а на жовтій картці UL94 чітко вказано схвалені кольори.
3. Основні хімічні сімейства FR та профілі їх обробки
3.1 Галогеновані антипірени (бромовані/хлоровані)
Механізм: Радикали галогенів переривають ланцюгову реакцію горіння в газовій фазі. Висока ефективність при низьких рівнях навантаження (5–15 phr), що забезпечує V-0 з мінімальним впливом на механічні властивості.
Загальні системи:
- Декабромдифеніл етан (DBDPE) синергіст триоксиду сурми — АБС, БЕДРА, PA
- Олігомери тетрабромбісфенолу A (TBBPA) — суміші ПК/АБС
- Хлоровані парафіни — дешевше товарне застосування
Поведінка обробки:
- Термостабільний до 280–300°C у більшості рецептур — сумісний із температурами обробки ABS, PA66, PC
- Вище 300°C утворення газу HBr/HCl різко прискорюється — перевищення температури стовбура викликає виділення корозійного газу
- Продувка нейтральним носієм (HDPE або PP) є обов’язковою під час вимкнення — захоплений бромований матеріал розкладається та атакує поверхні стовбура та гвинта
- Корозійний для стандартної інструментальної сталі: HBr і HCl, що утворюються при будь-якій атаці відхилення від процесу P20 і H13. Не серйозний за звичайних умов, але кумулятивний при великому виробництві
Наслідки інструментів:
- Стандартна порожнинна сталь P20 прийнятна для добре контрольованих процесів
- Покриття (твердий хром або електронікель), рекомендоване для великих обсягів або будь-яких процесів, що працюють поблизу верхньої межі температури
- Протокол продувки має бути задокументований в інструкціях щодо процесу — епізоди горіння, спричинені спалахом, спричиняють локалізовані корозійні ямки на воротах та вентиляційних отворах
Регуляторний статус: Список REACH SVHC включає кілька бромованих сполук FR. Директива RoHS обмежує PBB та PBDE. DBDPE наразі не обмежений у ЄС та США, але підлягає постійному перегляду. Вказуйте лише класи, сумісні з REACH/RoHS — щороку перевіряйте декларацію постачальника.
3.2 Антипірени на основі фосфору (без галогенів)
Механізм: Сприяє утворенню обвуглилого шару на поверхні полімеру, фізично блокуючи доступ кисню та ізолюючи підкладку. Деякі системи фосфору також мають газофазну активність.
Загальні системи:
- Резорцин біс(дифенілфосфат) (RDP) — суміші ПК/АБС (основна система для безгалогенового V-0 PC/ABS)
- Діетилфосфінат алюмінію (AlPi, серія Clariant Exolit® OP) — PA6, PA66, PBT
- Меламінполіфосфат (MPP) — PA6, PA66
- Червоний фосфор — PA, PBT (нині рідко використовується через небезпеку використання)
Поведінка обробки:
- RDP у PC/ABS: знижує в'язкість розплаву (діє як пластифікатор при температурі обробки) → збільшує ризик спалаху , зменшує запас сили затиску
- AlPi у класах PA: термостійкість до 320°C, мінімальний ефект в’язкості — найбільш сприятлива система FR, доступна на даний момент
- МПП в ПА: помірна стабільність; вище 290°C, утворення парів аміаку та меламіну поверхневі пухирі та сріблясті смуги — підтримувати температуру розплаву на нижній межі діапазону PA
- Усі фосфорні системи: поглинання вологи при зберіганні погіршує продуктивність і спричиняє розколювання/сріблясті смуги — специфікації сушіння суворіші, ніж ненаповнені сорти
Вимоги до сушіння (марки фосфору FR):
| Базовий полімер | Стандартна сушка | Сушка класу FR | Додаткові примітки |
|---|---|---|---|
| PA6 | 80°C / 4 год | 85°C / 6–8 год | Особливо чутливі до вологи марки MPP |
| PA66 | 85°C / 4 год | 90°C / 6–8 год | Оцінки AlPi більш пробачливі |
| PBT | 120°C / 4 год | 130°C / 5–6 год | FR PBT дуже чутливий до вологи |
| PC/ABS | 90°C / 3–4 год | 95°C / 4–6 год | RDP переноситься на сховище — використовуйте одразу після відкриття |
Наслідки інструментів:
- Міграція RDP: у PC/ABS з RDP фосфатний ефір може з часом мігрувати на поверхню деталі та в порожнину форми. Це викликає:
- Накопичення цвілі на поверхнях порожнини (білий або жовтий залишок), які потребують очищення кожні 50 000–150 000 знімків залежно від умов роботи
- Зниження блиску поверхні на частині, якщо цвіль не очищена — критично для поверхонь класу А
- Нержавіюча сталь (S136) або тверде хромоване покриття P20 зменшує адгезію відкладень і спрощує очищення
- Марки AlPi у PA є найбільш зручною для інструментів системою FR — мінімальний відкладення, мінімальна корозія
3.3 Антипірени на основі азоту (меламінові системи)
Механізм: Головним чином розведення газової фази через виділення азоту; деяка активність обуглювання у поєднанні з фосфором (системи, що спучуються).
Загальні системи:
- Ціанурат меламіну (MC) — PA6, PA66 (V-2 досяжно, V-0 складно без синергіста)
- Меламінполіфосфат (MPP) — PA6, PA66 (V-0 achievable in combination)
- Набухаючі системи (APP пентаеритритолмеламін) — PP, PE (переважно для безгалогенних кабелів і плівок)
Поведінка обробки:
- MC в PA: розкладається при 320°C з виділенням ізоціанової кислоти та парів меламіну — жорстка верхня межа температури розплаву 290°C для сполук PA66/MC
- Сублімація меламіну на поверхні порожнини форми утворює білі порошкоподібні відкладення — вимагає частого очищення порожнини
- Набухаючі PP системи: дуже чутливі до зсуву; високі швидкості вприскування спричиняють відділення компонентів FR та утворення смуг
Наслідки інструментів:
- Відкладення сублімату меламіну є найагресивнішою проблемою забруднення цвіллю в категорії класу FR
- Порожнини з хромованим або PVD-покриттям значно знижують адгезію відкладень — інтервал обслуговування в 2–3 рази довший, ніж без покриття
- Закупорка вентиляційних отворів відкладеннями становить значний ризик — вентиляційні отвори мають бути сконструйовані таким чином, щоб вони були доступними, і очищати їх за певним графіком (зазвичай кожні 30 000–80 000 пострілів)

3.4 Антипірени на основі гідроксиду металу (ATH, MDH)
Механізм: При ендотермічному розкладанні виділяється водяна пара, яка охолоджує субстрат і розріджує горючі гази. Ні галогену, ні фосфору, ні азоту — найчистіша хімія з точки зору побічних продуктів переробки.
Загальні системи:
- Тригідрат алюмінію (АТГ) — розкладається при 180–200°С; обмежує використання полімерів, оброблених при температурі нижче 200°C (EVA, LDPE, PVC)
- Магнію дигідроксид (МДГ, брусит) — розкладається при 300–320°С; розширює застосовність до PP, PA6
Поведінка обробки:
- Необхідне дуже високе навантаження (40–65% за вагою) для досягнення V-0 — різко збільшує щільність суміші та знижує механічні властивості
- Високе завантаження наповнювача значно підвищує в'язкість розплаву — потрібен вищий тиск впорскування, довший час заповнення
- Абразив для гвинтів, бочок і порожнин форми — швидкість зносу висока , подібні до склонаповнених сортів
- Компаунди MDH/ATH мають дуже низьку ефективність покращення LOI на одиницю навантаження порівняно з галогенними/фосфорними системами — рідко використовуються там, де потрібна V-0 на тонкій стінці
Наслідки інструментів:
- Розглядати як еквівалент GF30–GF40 щодо зносу
- Обов’язкові загартовані вставки (≥52 HRC).
- Конструкція бігуна та затвора повинна мінімізувати зсув (більші діаметри, ніж еквівалент без заповнення), щоб запобігти агломерації наповнювача та ерозії затвора
- Порожниста сталь: H13 або еквівалентна загартована інструментальна сталь — P20 є маргінальним для великого виробництва ATH/MDH
4. Коригування параметрів обробки для оцінок FR
Таблиця: Коригування технологічного вікна порівняно з базовим полімером
| Параметр | Напрямок | Величина | Обґрунтування |
|---|---|---|---|
| Температура плавлення | Нижній | 5–20°C нижче стандарту | Запобігайте термічному розкладанню FR |
| Час перебування бочки | Згорнути | Дизайн протягом <5 хв макс | Деградація залежить від часу × температури |
| Швидкість впорскування | Зменшити | 10–20% | Зменшити розкладання, спричинене зсувом; зменшити ризик спалаху (RDP) |
| Протитиск | Зменшити | На 10–20% нижче норми | Зменшити утворення тепла зсуву |
| Швидкість гвинта | Зменшити | 10–15% об/хв | Те саме обґрунтування |
| Протокол очищення | Обов'язковий | Кожного разу на відключення | Запобігайте корозійній деградації між циклами |
| сушіння | Збільште температуру і час | Див. таблицю в розділі 3.2 | Сорти FR більш чутливі до вологи |
| Температура форми | Нижній end of range | Де можливо | Зменшити утворення відкладень (меламінові системи) |
| Температура гарячої води | Мінімально життєздатний | Наскільки дозволяє заповнення | Найбільш критична зона для деградації FR |
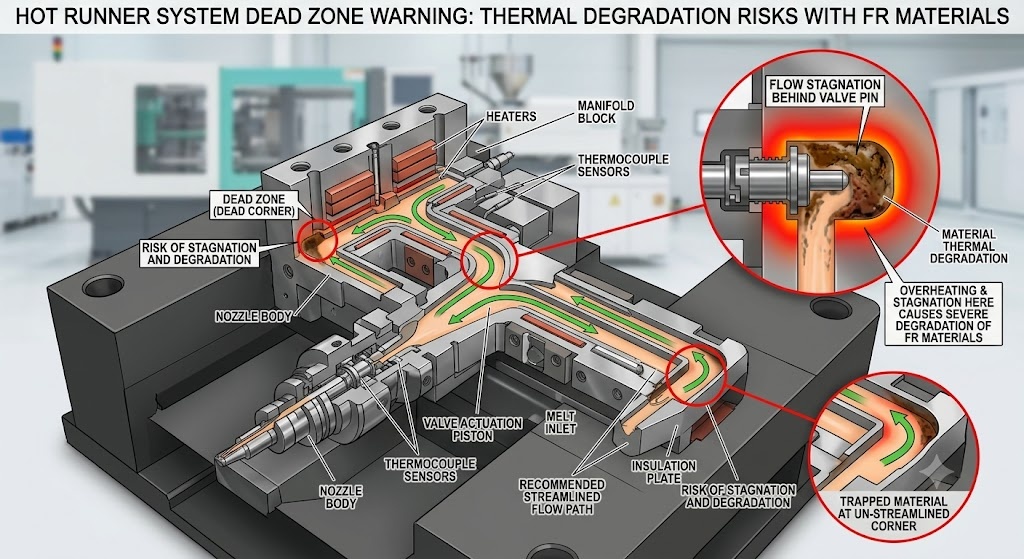
Міркування гарячого бігуна
Гарячі канали є зоною найвищого ризику деградації FR матеріалу. Наконечники колектора та форсунки постійно підтримують температуру розплаву — і в мертвих зонах (за штоками клапанів, у погано сконструйованих вигинах колектора) час перебування може становити 30–60 хвилин. Цього достатньо для погіршення роботи більшості систем FR.
Обов’язкові вимоги до конструкції гарячих каналів для марок FR:
- Повна обтічна геометрія колектора (без мертвих кутів) — уточнюйте у постачальника гарячого каналу
- Мінімальний об’єм колектора відповідає вимогам до заповнення — великі колектори збільшують час перебування
- Незалежний зональний контроль температури для кожного сопла — дозволяє точно контролювати мінімальну температуру
- Засувний клапан має перевагу перед відкритим затвором — дозволяє позитивно відключитися під час зупинки виробництва
- Зниження температури під час зупинки: негайно знизити до 150–170 °C після будь-якої виробничої паузи більше 5 хвилин
5. Вибір сталевої форми та обробки поверхні
Таблиця: рекомендована сталеві форми FR Chemistry
| Система FR | Базовий полімер | Порожнина сталь | Основна сталь | Вставка для воріт | Обробка поверхні | Примітки |
|---|---|---|---|---|---|---|
| Бромований (DBDPE) | ABS, HIPS | P20 або S136 | P20 | H13 загартований | Тверде хромування або покриття EN | Покриття критичне для великого обсягу |
| RDP (фосфатний ефір) | PC/ABS | Бажано S136 | P20 | S136 | PVD або EN покриття | Найнижча адгезія на S136 |
| AlPi (фосфінат алюмінію) | PA, PBT | P20 або H13 | P20 | H13 | Додатковий хром | Найбільш зручна система FR |
| Меламін (MC, MPP) | PA6, PA66 | P20 хром або S136 | P20 | H13 | Твердий хром обов'язковий | Важкі сублімовані відкладення без покриття |
| ATH / MDH (гідроксид металу) | PP, PA, EVA | H13 загартований | H13 | Н13 або карбід | Хром або PVD | Обробляти як абразивний наповнювач |
| Внутрішній (PPS, PEEK) | PPS, PEEK | S136 або 420SS | S136 | S136 | Додатково | Корозійний при температурі плавлення; ризик корозії основної сталі |
Порівняння ефективності обробки поверхні для додатків FR
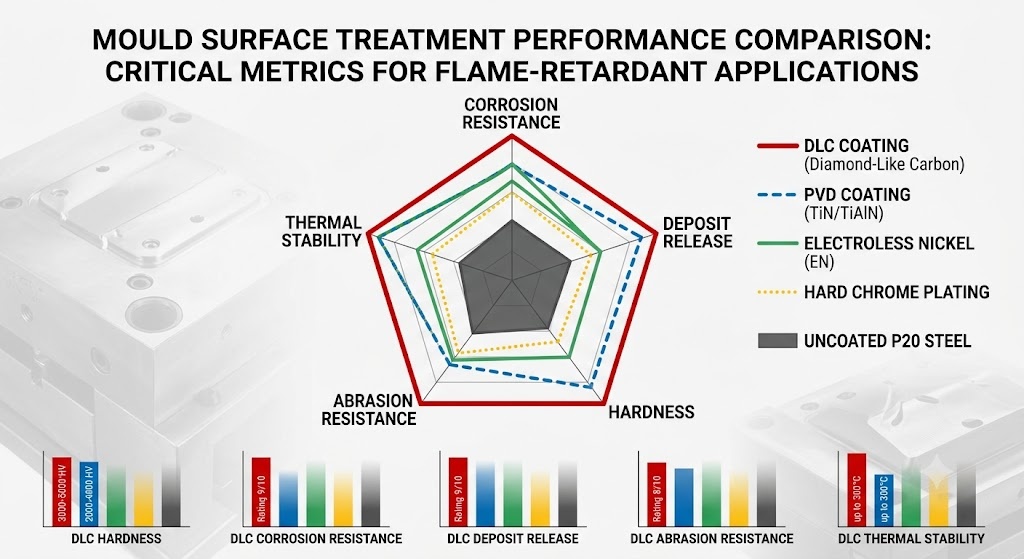
| Лікування | Стійкість до корозії | Розблокування депозиту | Твердість (HV) | Макс. темп | Преміальна вартість |
|---|---|---|---|---|---|
| Тверде хромування | добре | Помірний | 900–1100 | 400°C | 15–25% |
| Безелектричний нікель (EN) | Чудово | добре | 500–700 | 260°C | 10–20% |
| PVD (TiN, TiAlN) | добре | добре–Excellent | 2000–3300 | 400–600°C | 20–35% |
| DLC (Diamond-Like Carbon) | Чудово | Чудово | 3000–5000 | 300°C | 30–50% |
| P20 без покриття | Бідний | Бідний | 300–350 | — | Базовий рівень |
Покриття DLC забезпечує найкращу ефективність видалення відкладень для марок FR з меламіновою системою — особливо цінне для великого виробництва корпусів з ПК/АБС і ПА, де час простою очищення порожнин значний.
6. Конструкція вентиляційних отворів для марок FR
Вогнезахисні сполуки виділяють більше газів, ніж ненаповнені сорти — побічні продукти розкладання, волога з гідроксидів металів і леткі добавки створюють газ, який необхідно евакуювати з порожнини. Причини недостатньої вентиляції:
- Горить дизельний ефект у місцях останнього заповнення — відкладення вугілля, які часто неправильно діагностуються як почервоніння воріт або деградація матеріалу
- Короткі кадри від протитиску газу в товстих прорізах
- Поверхневі пухирі від захопленої вологи або летючих компонентів FR
Рекомендації щодо глибини вентиляційних отворів для марок FR
| Матеріал / Система ФР | Глибина вентиляційного отвору (земля, мм) | Ширина вентиляційного отвору (мм) | Глибина рельєфу вентиляційного отвору (мм) | Інтервал очищення |
|---|---|---|---|---|
| ABS / бромований FR | 0,012–0,018 | 5–8 | 0.5 | Кожні 100 000 пострілів |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | Кожні 80 000 пострілів |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Кожні 120 000 пострілів |
| PA6 / меламін | 0,008–0,012 | 4–6 | 0.3 | Кожні 30 000–50 000 пострілів |
| PP / ATH, що спучується | 0,015–0,020 | 6–10 | 0.5 | Кожні 80 000 пострілів |
| PPS (inherent FR) | 0,005–0,008 | 3–5 | 0.2 | Кожні 150 000 пострілів |
FR суміші на основі меламіну мають найагресивнішу поведінку щодо забруднення вентиляційних отворів. Виробнича форма з PA6/MC, яку не очищають за розкладом, матиме блоковані вентиляційні отвори протягом 50 000 ударів, що призведе до горіння, коротких ударів і бракування деталей.
Рекомендація щодо дизайну: Для марок FR із високою тенденцією до виділення газів (меламін, системи, що спучуються), проектуйте вентиляційні отвори як змінні вставки, де це можливо. Це дозволяє очищати вентиляційні отвори в автономному режимі, поки форма продовжує працювати з чистим запасним комплектом.
7. Міркування щодо якості та відповідності
7.1 Перевірка жовтої картки UL94
Рейтинг UL94, надрукований у паспорті матеріалу, є маркетинговою заявою постачальника. Авторитетним джерелом є База даних UL Product iQ (раніше Yellow Card) . Перш ніж визначати FR матеріал для застосування, що регулюється UL94, перевірте:
- Точний клас і лот відповідають поточному списку Yellow Card
- Рейтинг стосується товщини стінки вашої деталі — багато матеріалів втрачають один клас оцінки при тонших стінках
- Колір вказано — пігментні системи впливають на продуктивність FR
- Термін дії сертифіката актуальний — UL проводить періодичні повторні перевірки, і рейтинги можуть бути відкликані
7.2 Вплив кольору на продуктивність FR
Системи пігментів взаємодіють із добавками FR таким чином, що можуть знизити продуктивність на один повний клас UL94. Сажа (використовується в складі сажі) загалом покращує характеристики FR — вона сприяє утворенню обвуглення. Білі пігменти (TiO₂) є нейтральними або помірно негативними. Органічні пігменти (зокрема, жовті та червоні азопігменти) можуть заважати фосфорним FR системам.
Правило: Завжди оцінюйте продуктивність FR на основі виробничого кольору, а не лише на природних або чорних еталонних даних. Якщо клієнту потрібен V-0 у кількох кольорах, отримайте підтвердження жовтої картки UL для кожного кольору окремо.
7.3 Продуктивність Weld Line і Knit Line FR
Область лінії зварювання литої під тиском FR деталі зазвичай демонструє меншу вогнестійкість порівняно з об’ємом. У зоні зварювання скляні волокна вирівнюються паралельно фронту потоку, і розподіл добавки FR може бути нерівномірним. Випробування повинні включати зразки, вирізані з ділянок лінії зварювання для застосування з критичними вимогами пожежної безпеки.
7.4 Повторне подрібнення та переробка
Добавки FR — особливо галогеновані системи — ускладнюють переробку в кінці терміну експлуатації. Повторне подрібнення всередині процесу (литники, канали, відбраковані частини) з бромованих FR сполук вимагає:
- Максимальний коефіцієнт повторного подрібнення: 10–15% за вагою — вищі коефіцієнти погіршують продуктивність FR і збільшують утворення газу
- Повторний помел не можна змішувати з різними хімічними групами FR — бромований повторний помел, що забруднює сполуки, що не містять галогенів, створює невизначеність відповідності
- Коефіцієнт повторного подрібнення документа в записах процесу для відстеження
8. Усунення несправностей: поширені дефекти класу FR і першопричини
| Дефект | Ймовірна причина, пов’язана з FR | Коригувальні дії |
|---|---|---|
| Срібні смуги / розкоси | Волога в складі FR; летючий ФР розкладання | Збільште час/температуру висихання; знизити температуру плавлення; перевірити зберігання матеріалу |
| Жовте/коричневе знебарвлення на воротах | Термічний розклад FR на гарячому соплі | Знизити температуру сопла; мінімізувати час перебування; чистити частіше |
| Білі відкладення на поверхні порожнини | Сублімація меламіну (системи MC/MPP) або міграція RDP | Очистіть порожнину відповідним розчинником; збільшити частоту очищення; розглянути покриття DLC |
| Горить у місці останнього заповнення | Недостатня вентиляція; газ від розкладання ФР | Додати або поглибити вентиляційні отвори в місці опіку; зменшити швидкість впорскування |
| Flash (новий початок) | RDP діє як пластифікатор, що знижує в'язкість | Знизити температуру розплаву; перевірити MFI матеріалу порівняно з попередньою партією; зменшити швидкість впорскування |
| Зменшений блиск | Відкладення цвілі від міграції FR | Очистити порожнину; нанести PVD або DLC покриття |
| Короткі кадри (previously stable tool) | Заблоковані вентиляційні отвори від відкладень FR | Очистіть вентиляційні отвори негайно; проводити планове технічне обслуговування вентиляції |
| Відшарування / поділ шарів | Несумісне забруднення повторного помелу; вологи | Усунути забруднення повторного помелу; перевірити висихання; перевірити сертифікацію партії |
| Помилка тесту UL94 на виробничих деталях | Зміна кольору без перекваліфікації; переподрібнення; стінка тонша за сертифіковану | Перекваліфікувати колір; зменшити перемелювання; перевірте товщину стінок на тонких ділянках |
9. Висновок
Вогнестійкі сорти для лиття під тиском представляють унікальне поєднання чутливості процесу, агресивності інструменту та складності відповідності, чого не мають стандартні інженерні термопласти. Наслідки неправильного поводження з FR матеріалами виходять за межі якості деталей — погіршені FR сполуки можуть роз'їдати гвинти та стовбури, блокувати вентиляційні отвори, відкладатися в порожнинах і, в гіршому випадку, генерувати токсичний газ у робочому середовищі.
Шлях до надійного виробництва класу FR є систематичним: виберіть правильний хімічний склад FR відповідно до температури застосування та нормативних вимог, укажіть сталеву форму та обробку поверхні, що відповідають цьому хімічному складу, запровадьте суворішу сушку та контроль процесу, а також встановіть графіки профілактичного обслуговування, які враховують прискорене забруднення та характеристики зносу FR сумішей. Врахування цих факторів на етапі проектування коштує дещо менше, ніж їх корекція під час виробництва.
Пов'язані статті:
- Лиття під тиском корпусу батареї EV: PA66 GF50 проти PPS GF40 — Інженерні компроміси
- 8 найкращих матеріалів для лиття під тиском на 2026 рік
- Керівництво з вибору високоточної сталі для лиття під тиском
- Утворення цвілі під час лиття під тиском: причини, запобігання та усунення
- Досягнення оптимальної обробки поверхні під час лиття пластику під тиском
IMTEC Mold | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Чжецзян, Китай | [email protected] | 86 153 5648 7586

