
вступ
Під час лиття під тиском пластику обробка поверхні деталі — це набагато більше, ніж косметичний вибір. Це безпосередньо впливає на відчуття продукту в руці споживача, на те, як світло відбивається від його контурів і, що більш важливо, на те, наскільки чисто деталь викидається з порожнини форми під час виробництва. Вибір неправильного покриття може призвести до появи мікроподряпин, косметичних слідів або деталей, які застрягнуть в інструменті, різко підвищуючи рівень браку.
Для стандартизації цих покриттів у всьому ланцюжку постачання Товариство індустрії пластмас (тепер відоме просто як PLASTICS) створило систему класифікації обробки поверхні SPI. Хоча асоціація оновила свою назву, світові виробники інструментів та інженери-виробники все ще повсюдно називають їх «стандартами SPI».
Розуміння нюансів цих стандартів — і того, як різні полімери взаємодіють з ними — є ключем до збалансування естетичного наміру з реальністю виробництва.

4 основні класифікації обробки SPI
Стандарт SPI класифікує покриття за чотирма різними літерами (A, B, C і D), які визначаються середовищем і методом, що використовується для полірування сталі. У кожному класі цифри від 1 до 3 позначають рівень обробки та результуючу середню шорсткість поверхні (Ra).
Клас A: глянцеві/блискучі покриття (діамантове полірування)
Покриття класу А представляє вершину оптичної чіткості та глянцевої естетики. Ця обробка досягається шляхом ретельного ручного полірування порожнини прес-форми з використанням дедалі дрібніших сортів полірувальних паст з алмазним порошком.
- SPI А-1: Найвищий стандарт із використанням алмазної шліфувальної пасти класу 3 для досягнення надгладкої шорсткості поверхні приблизно від 0,012 до 0,025 мікрометрів Ra. Це забезпечує дзеркальне покриття з високим відбиттям.
- SPI А-2: Використовується алмазна паста класу 6, що забезпечує трохи вищий показник Ra (від 0,025 до 0,05 мікрометра), але зберігає чудовий блиск.
- SPI A-3: Відшліфована алмазною пастою класу 15, що забезпечує гострий глянцевий вигляд, але допускає трохи більш поблажливий профіль шорсткості (від 0,05 до 0,10 мікрометрів Ra).
Відомості про виробництво:
Щоб отримати справжнє покриття класу А, потрібні високоякісні сталі з високою твердістю, такі як NAK80 або S136. Стандартні інструментальні сталі містять мікродомішки або пористість; під час полірування до рівня A-1 ці домішки «вириваються», залишаючи мікроскопічні ямки, які псують обробку.
Крім того, поверхні класу A діють як збільшувальне скло для внутрішніх дефектів деталей — будь-яка незначна об’ємна усадка (сліди западини) позаду ребра або виступу буде миттєво помітна під відбиттям світла.
- Загальні програми: Оптичні лінзи, прозорі світлові труби, щитки для обличчя, дзеркала та корпуси побутової електроніки високого класу, де потрібен преміум-чорний або кристально чистий вигляд.
Клас B: напівглянсова обробка (зернистий папір)
Покриття класу B призначене для деталей, які потребують акуратного, професійного вигляду без екстремальних витрат або крихкості дзеркального покриття. Ці поверхні досягаються за допомогою дрібнозернистого наждачного паперу, нанесеного лінійними рухами внахлест.
- SPI Б-1: Обробляється папером із зернистістю 600, що забезпечує винятково чисту напівглянсову поверхню з типовою шорсткістю від 0,05 до 0,10 мікрометрів Ra.
- SPI Б-2: Полірований папером із зернистістю 400, що забезпечує помірний напівглянсовий вигляд (0,10–0,15 мікрометрів Ra).
- SPI Б-3: Відполірований папером із зернистістю 320, що забезпечує м’який атласний блиск із видимими рівномірними мікроподряпинами (0,28–0,35 мікрометра Ra).
Відомості про виробництво:
Оскільки полірування зернистим папером створює спрямований лінійний візерунок подряпин на прес-формі, інструментальник повинен узгоджувати полірувальні штрихи з напрямком отвору форми (шлях викиду). Якщо лінії зернистості проходять перпендикулярно до напрямку витягування, формований пластик захопить мікроканавки, що призведе до появи потертостей і серйозних труднощів із виштовхуванням під час виробництва.
- Загальні програми: Корпуси побутової техніки, панелі оздоблення салону автомобіля, кишенькові електронні корпуси та комерційне офісне обладнання.

Клас C: матове покриття (полірування під камінь)
Покриття класу C характеризується м’яким, тьмяним матовим виглядом без відблисків. Виробники інструментів досягають такої текстури, використовуючи профільовані нафтові камені (пісок), щоб агресивно згладити формувальну сталь.
- SPI C-1: Досягається за допомогою дрібного полірувального каменю зернистістю 600, що забезпечує гладке матове покриття (від 0,35 до 0,40 мікрометрів Ra).
- SPI C-2: Оздоблення зернистістю 400, що створює виразну матову текстуру (від 0,45 до 0,55 мікрометрів Ra).
- SPI C-3: Оздоблення більш грубим каменем зернистістю 320 із видаленням усіх слідів від інструментів, щоб залишити більш грубий, повністю плоский матовий вигляд (0,63–0,85 мікрометрів Ra).
Відомості про виробництво:
У промисловому застосуванні клас C рідко вибирають виключно для «декорування» частини. Замість цього, це галузеве фінішне рішення «економічної ефективності». Основним призначенням поліролі для каменю є швидке й економічне видалення слідів грубої обробки (гребінців і канавок), залишених фрезами з ЧПК або електроерозійними електродами. Це типове покриття для деталей, які кінцевий користувач ніколи не побачить.
- Загальні програми: Внутрішні структурні ребра, електронні кронштейни, автомобільні конструктивні компоненти, паливні баки та приховане промислове обладнання.
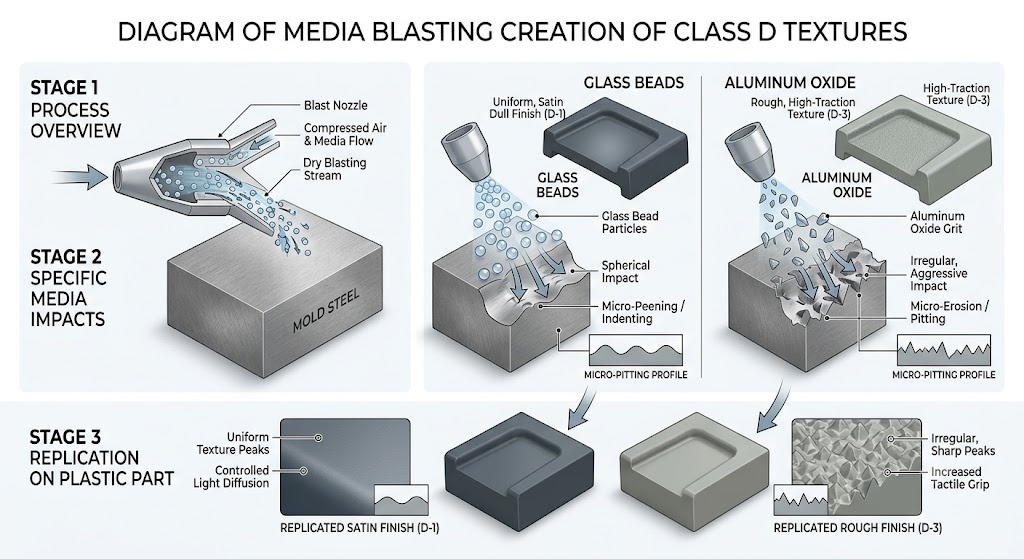
Клас D: Текстурована обробка (струменева/піскоструминна обробка)
Покриття класу D забезпечує грубе, текстуроване або атласне відчуття. Це «руйнівний» процес текстурування, коли порожнина форми піддається струменевій обробці сухим середовищем під високим тиском.
- SPI D-1: Створено шляхом піскоструминної обробки форми з дрібними скляними кульками, що забезпечує рівномірне атласне матове покриття (від 0,80 до 1,10 мікрометрів Ra).
- SPI D-2: Оброблено пескоструйним засобом середнього класу або піском, створюючи грубішу, нековзку структуру (1,10–1,60 мікрометрів Ra).
- SPI D-3: Оброблений грубим оксидом алюмінію або важким піщинним зерном, що забезпечує високоякісну, шорстку, абсолютно плоску обробку (2,30–3,20 мікрометрів Ra).
Відомості про виробництво:
Покриття класу D неймовірно приховує дефекти поверхні, такі як зварні лінії або незначні сліди раковини. Однак інженери повинні планувати «деградацію текстури». Протягом тривалого циклу виробництва (наприклад, сотні тисяч циклів) абразивні інженерні пластики, як-от наповнений склом нейлон, повільно руйнуватимуться та «поліруватимуть» гострі вершини порожнини прес-форми. У результаті текстура D-1 з часом може поступово перетворитися на напівматову, що вимагає зняття форми з виробництва та повторної обробки, щоб відновити початкові характеристики.
- Загальні програми: Надміцні ручки для інструментів, пластикові керми, текстуровані корпуси багажу, ручки споживчої електроніки та промислові корпуси, призначені для маскування відбитків пальців і подряпин.
Порівняльна таблиця обробки поверхні SPI
| Клас SPI | Метод обробки / Середній | Типова середня шорсткість (Ra - мікрометри) | Типова середня шорсткість (Ra - мікродюйми) | Візуальний вигляд і рівень блиску | Мультиплікатор відносної вартості інструменту |
|---|---|---|---|---|---|
| A-1 | 3 клас Diamond Buff | 0,012 до 0,025 | 0,5 до 1,0 | Висока дзеркальна поліровка, висока відбиваюча здатність | 2,5x до 3,0x |
| A-2 | 6 клас Diamond Buff | 0,025 до 0,05 | 1,0 до 2,0 | Дзеркальна поліроль, хороша відбивна здатність | 2,0x до 2,5x |
| A-3 | 15 клас Diamond Buff | від 0,05 до 0,10 | 2,0 до 4,0 | Високий глянець, м'які відблиски | 1,5x до 2,0x |
| B-1 | Папір зернистістю 600 | від 0,05 до 0,10 | 2,0 до 4,0 | Напівглянсовий, тонкий лінійний блиск | 1,3x |
| B-2 | Папір зернистістю 400 | 0,10 до 0,15 | 4,0 до 6,0 | Середній напівглянсовий | 1,2x |
| B-3 | Папір зернистості 320 | 0,28 до 0,35 | 11,0 до 14,0 | М'який атлас, легкий блиск | 1,1x |
| C-1 | Камінь зернистості 600 | 0,35-0,40 | 14,0 до 16,0 | Тонкий матовий, без відблисків | 1,0x (базова лінія) |
| C-2 | Камінь зернистості 400 | 0,45 до 0,55 | 18,0 до 22,0 | Середній матовий, рівне покриття | 0,9x |
| C-3 | 320 пісок | 0,63 до 0,85 | 25,0 до 34,0 | Грубий матовий, стирає сліди від інструментів | 0,8x |
| D-1 | Суха обробка скляними бусами | 0,80 до 1,10 | 32,0 до 44,0 | Матовий атлас, тонка перламутрова текстура | 1,2x |
| D-2 | Дрібний пісок | 1,10 до 1,60 | 44,0 до 64,0 | М'яка текстура, повністю плоска | 1,3x |
| D-3 | Крупнозернистий пісок / оксид | 2.30 до 3.20 | 90,0 до 130,0 | Дуже груба, тактильна текстура ручки | 1,4x |
Ключові фактори при виборі покриття поверхні SPI
Вибір оздоблення поверхні вимагає розрахункового компромісу між властивостями матеріалу, геометрією та бюджетом. Ось основні фактори, які повинні керувати вашим рішенням щодо виробництва (DFM).
Вибір матеріалу: кристалічні та аморфні полімери
Молекулярна структура вашої пластикової смоли безпосередньо визначає, наскільки добре вона повторює обробку форми.
- Аморфні полімери (наприклад, полікарбонат, АБС, акрил/ПММА) мають випадкову структуру молекул, яка ідеально підходить до полірованої сталі. Вони чудово підбирають алмазне покриття класу А для абсолютної прозорості або високого блиску.
- Кристалічні полімери (наприклад, нейлон/ПА, поліпропілен, поліетилен) піддаються структурованій кристалізації під час охолодження, що спричиняє більшу усадку. Крім того, якщо ви додаєте до цих матеріалів скляні волокна (GF) для міцності, волокна мають тенденцію спливати на поверхню. Визначення покриття класу А для нейлону, наповненого 30% склом, є марною тратою капіталу — поверхня за своєю суттю виглядатиме смугастою та плямистою. Ці матеріали працюють набагато краще на покриттях класу C або D.
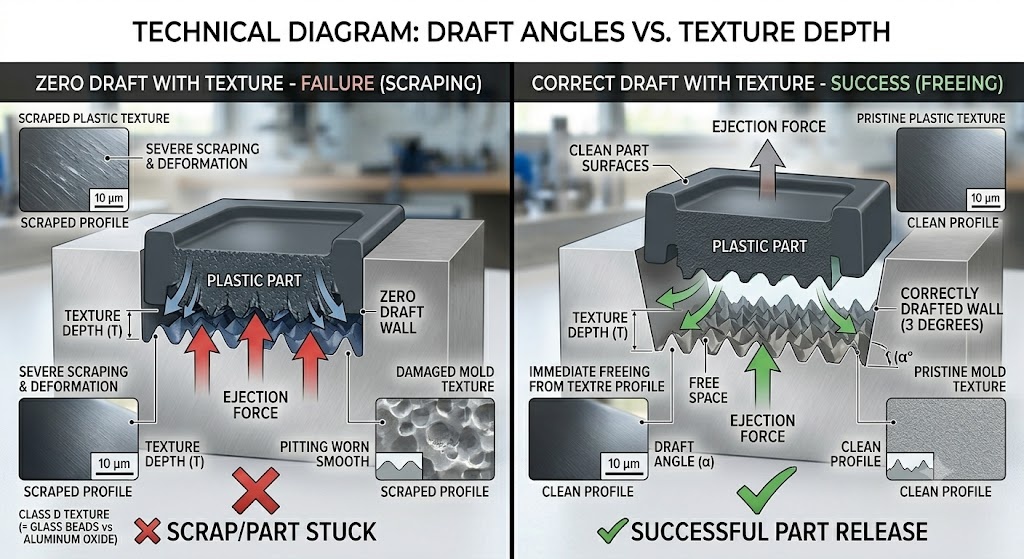
Штраф за кут осідання
Текстури поверхні створюють мікроскопічні вершини та западини. Коли форма відкриється, пластикова частина повинна акуратно від’єднатися. Якщо вертикальні стінки деталі не мають достатньої тяги (конусності), текстурована сталь буде фізично подряпати, розірвати або помітити охолоджувальний пластик під час викиду.
- Золоте правило галузі: Для стандартних гладких покриттів (клас A і B) прийнятним є мінімальний кут тяги від 0,5 до 1,0 градуса на кожну сторону.
- Фактурне правило: Для піскоструминної обробки класу D ви повинні додати приблизно 1 додатковий градус кута нахилу на кожні 0,025 мм (що дорівнює 1 милу або 0,001 дюйму) глибини текстури. Неврахування цього призведе до серйозних слідів тягання та деформації деталей.
Вартість інструментів і терміни виконання
Як показано в порівняльній таблиці, покриття класу А значно збільшує витрати на виготовлення форми. Ручне полірування інструменту до рівня A-1 може збільшити час виготовлення інструментів на дні або навіть тижні, оскільки це потрібно робити крок за кроком (наприклад, ви не можете перейти з каменю зернистістю 320 прямо на алмазну пасту, не зруйнувавши сталеву матрицю). Камінне покриття класу C є найшвидшим і найдешевшим у виготовленні.
Функціональність частини
Розглянемо середовище кінцевого використання. Глянцеве покриття класу А є сумнозвісним магнітом для подряпин і миттєво показує жирні відбитки пальців. Якщо виріб призначений для щоденного використання (наприклад, контролер або електронна рукоятка), атласна текстура класу D забезпечує тактильне тертя, успішно приховуючи зношення протягом усього терміну служби виробу.
Як вказати оздоблення SPI на технічних кресленнях
Чітка комунікація запобігає дорогій переробці інструментів. Готуючи виробничі креслення або 2D-технічні креслення, застосовуйте ці передові практики галузі:
- Уникайте загальних виносок: Ніколи не пишіть «Полірувати зовнішні поверхні» в нотатках до креслення. Це повністю залишає визначення на тлумачення. Замість цього використовуйте явні виноски, наприклад:
ПОКРИТТЯ ПОВЕРХНІ МАЄ БУТИ SPI A-2 НА ВИДИМИХ КОСМЕТИЧНИХ ОБЛИЧЧЯХ. - Використовуйте межові сплайни текстури: Якщо одна формована деталь має кілька оздоблень (наприклад, глянцева акцентна смуга класу A на текстурованому корпусі класу D), намалюйте чітку, пунктирну обмежувальну лінію на вашому 2D-друкі, щоб показати точні зони переходу.
- Глобальні стандарти перехресного посилання: Якщо ви маєте справу з глобальними ланцюгами постачання, ваш партнер-виробник може більше звикнути до європейського VDI 3400 (який базується на шкалах іскрової ерозії) або власних каталогів текстур, таких як Mold-Tech. Зверніть увагу на еквівалентні значення, якщо це можливо (наприклад, SPI C-1 приблизно відповідає VDI 18–21).
- Запит на таблички з фізичною текстурою: Перш ніж уповноважити майстра інструментів текстурувати порожнину прес-форми вартістю кілька тисяч доларів, попросіть фізичний зразок чіпа, відлитий у вашому точний обраний смоляний матеріал. Текстури на натуральному поліпропілені виглядають значно інакше, ніж на чорному полікарбонаті.
Висновок
Освоєння стандартів обробки поверхні SPI усуває розрив між концепціями промислового дизайну та продуктивністю реального виробництва. Розуміючи, що обробка класу A вимагає високоякісної інструментальної сталі та бездоганного дизайну деталей, або що текстура класу D вимагає великих кутів осідання, ви можете уникнути вузьких місць у виробництві, знизити відсоток браку деталей і контролювати бюджет інструментів.
Завжди консультуйтеся зі своїм партнером з лиття під тиском на ранній стадії DFM, щоб узгодити вибір матеріалу, геометричну креслення та бажаний стандарт SPI перед різанням сталі.

