
Основна відповідь: Технічна здійсненність та економічна оцінка переробки з 2 порожнин на 4 порожнини
Перетворення форми для лиття під тиском з 2-порожнинної на 4-порожнисту технічно високий ризик і зазвичай передбачає повну переробку макета основи прес-форми, балансування бігуна та інтеграцію системи охолодження. Пряма відповідь: Якщо прес-форма спочатку не була розроблена як «Місткова прес-форма» із заздалегідь визначеним інтервалом або не використовує систему взаємозамінних вставок, вартість модифікації та ризик виробничого збою часто перевищують інвестиції у створення нового інструменту з 4 порожнинами.
Критичні технічні бар'єри при подвоєнні порожнини
Подвоєння кількості порожнин – це не просто питання фізичного простору; це вимагає фундаментальної переоцінки Динаміка рідини для лиття під тиском .
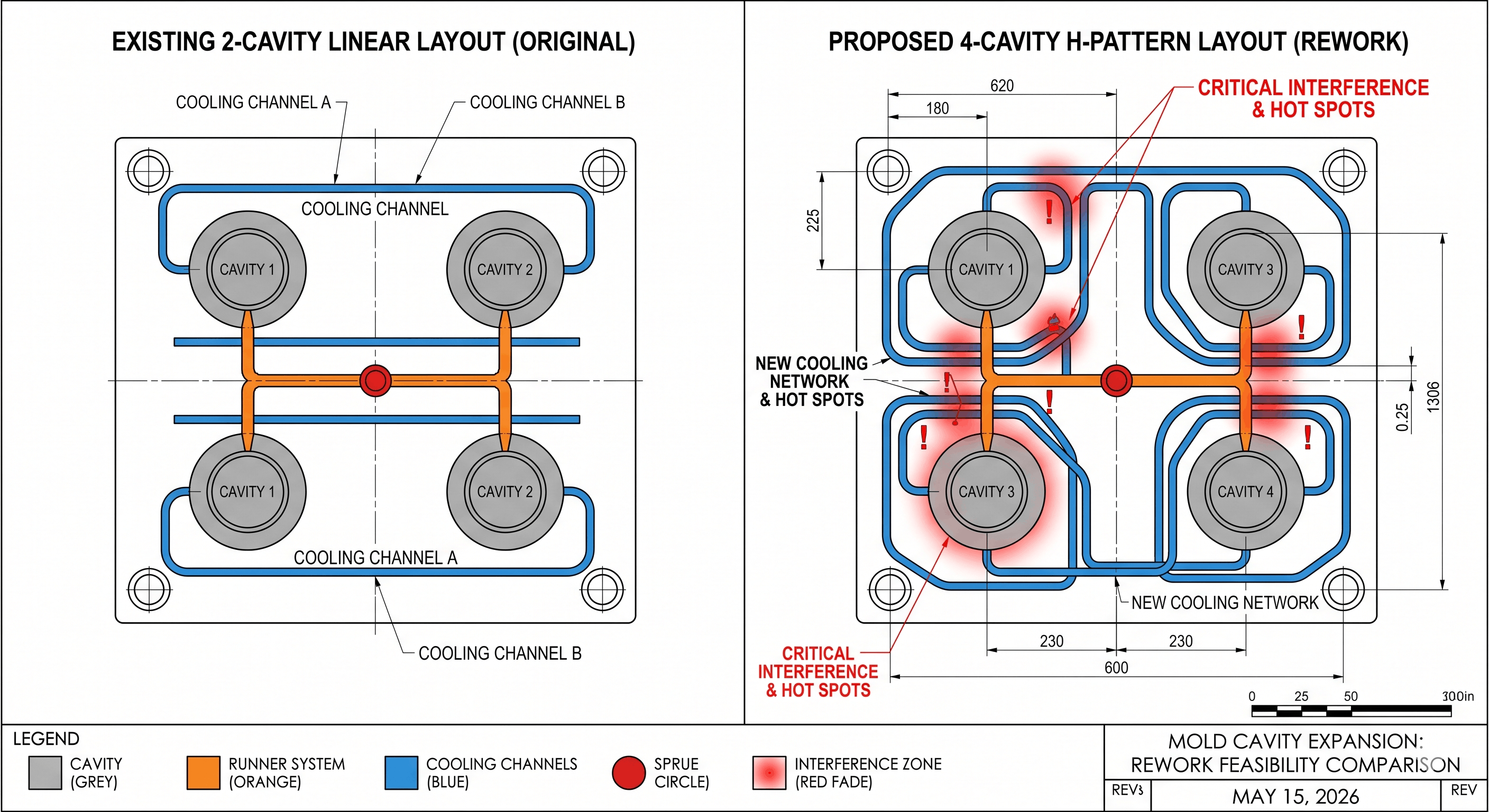
- Балансування бігуна: У прес-формі з двома порожнинами зазвичай використовується прямолінійний бігунок. Розширення до 4 порожнин вимагає переходу до an H-шаблон або кругова симетрія щоб забезпечити однаковий тиск, температуру та час заповнення в усіх порожнинах. Якщо центральна точка подачі фіксована, досягнення цього балансу після будівництва майже неможливо без шкоди для якості деталей.
- Логіка теплового навантаження та охолодження: Додавання порожнин подвоює теплову енергію, що надходить у форму. Існуючий Канали охолодження (Водопроводи) рідко розташовуються так, щоб витримувати додаткове тепло. Неможливість змінити маршрут цих ліній створює «гарячі точки», що призводить до нерівномірної усадки, викривлення та значно більшої тривалості циклу.
- Структурна цілісність: Обробка нових порожнин у існуючій основі прес-форми послаблює опорні стійки та пластини. Під високим тиском упорскування прес-форми можуть деформуватися Мікропрогин , викликаючи спалах або непоправне пошкодження лінії розділення.
Матриця технічних рішень: переробка проти нової збірки
Наступне порівняння описує компроміси між модернізацією старого інструменту та інвестуванням у нову високоефективну форму.
| Метрика оцінки | Переробка наявного інструменту (модернізація) | Нова конструкція з 4 порожнинами (нові інвестиції) |
|---|---|---|
| Попередня вартість | Нижче (Економія 30%-50% сталі) | Вищі (Повні капітальні витрати) |
| Ефективність виробництва | нестабільний; часто призводить до більш тривалих циклів | високий; оптимізоване за допомогою конформного охолодження |
| Послідовність частин | Бідний; високий ризик дисперсії між порожнинами | покращений; перевірено за допомогою моделювання CAE |
| Довговічність інструменту | Зменшений; зони зварювання, схильні до розтріскування | довгий; повна структурна цілісність |
| Періодичність технічного обслуговування | високий; навантаження на пломби та слайди | Низький; використовує стандартизовані компоненти |
Цифрова оцінка: як кількісно визначити «можливість переробки»
Перш ніж затвердити модифікацію, інженери повинні перевірити проект за допомогою трьох кількісних KPI:
- Перевірка сили затиску: Загальна проектована площа (A) 4 частин, помножена на тиск у порожнині §, не повинна перевищувати 80% номінальної сили затиску машини (F).
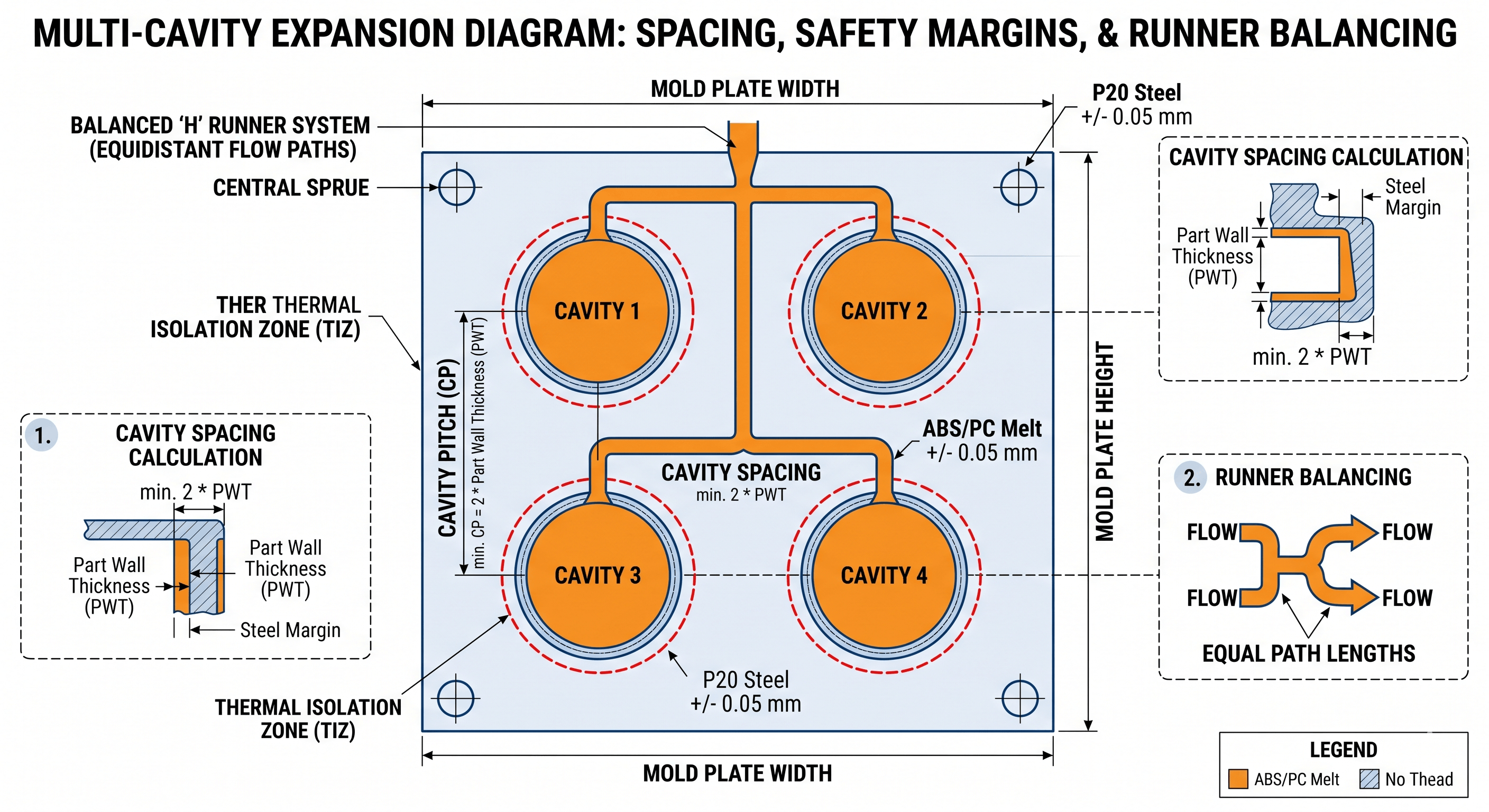
Формула: F > (A1 A2 A3 A4) * P / 0,8 - Безпека пустоти та сталі: Мінімальна товщина сталевої стінки повинна бути принаймні в 2 рази більшою за максимальну товщину часткової стінки між порожнинами, щоб забезпечити термічну стабільність.
- Коефіцієнт потужності пострілу: Загальна вага 4 частин в ідеалі має складати від 20% до 80% максимальної потужності ін’єкційної машини, щоб запобігти деградації полімеру.
Контекстні фрагменти
- Що таке балансування бігуна? Інженерна практика полягає в проектуванні шляхів потоку однакової довжини, щоб гарантувати, що розплавлений пластик досягає кожної порожнини одночасно, запобігаючи коливанням ваги та розмірів деталей.
- Що таке сила затиску? Тиск, який застосовує машина для лиття під тиском, щоб утримувати прес-форму закритою проти внутрішнього тиску, створюваного шприцованим пластиком.
- Чому Rework викликає «спалах»? Спалах виникає, коли пластик протікає між половинками форми, часто викликаний недостатньою силою затиску або прогином пластини після додавання більшої кількості порожнин, ніж розрахована основа форми.
Автор: IMTEC Mold
кваліфікація: Автором цього технічного посібника є IMTEC Mould. З над 18 років досвіду у виробництві високоточних форм
Експертиза: Спеціалізується на DFM (Design for Manufacturing), оптимізації кількох порожнин і протоколах медичного лиття під тиском.

