
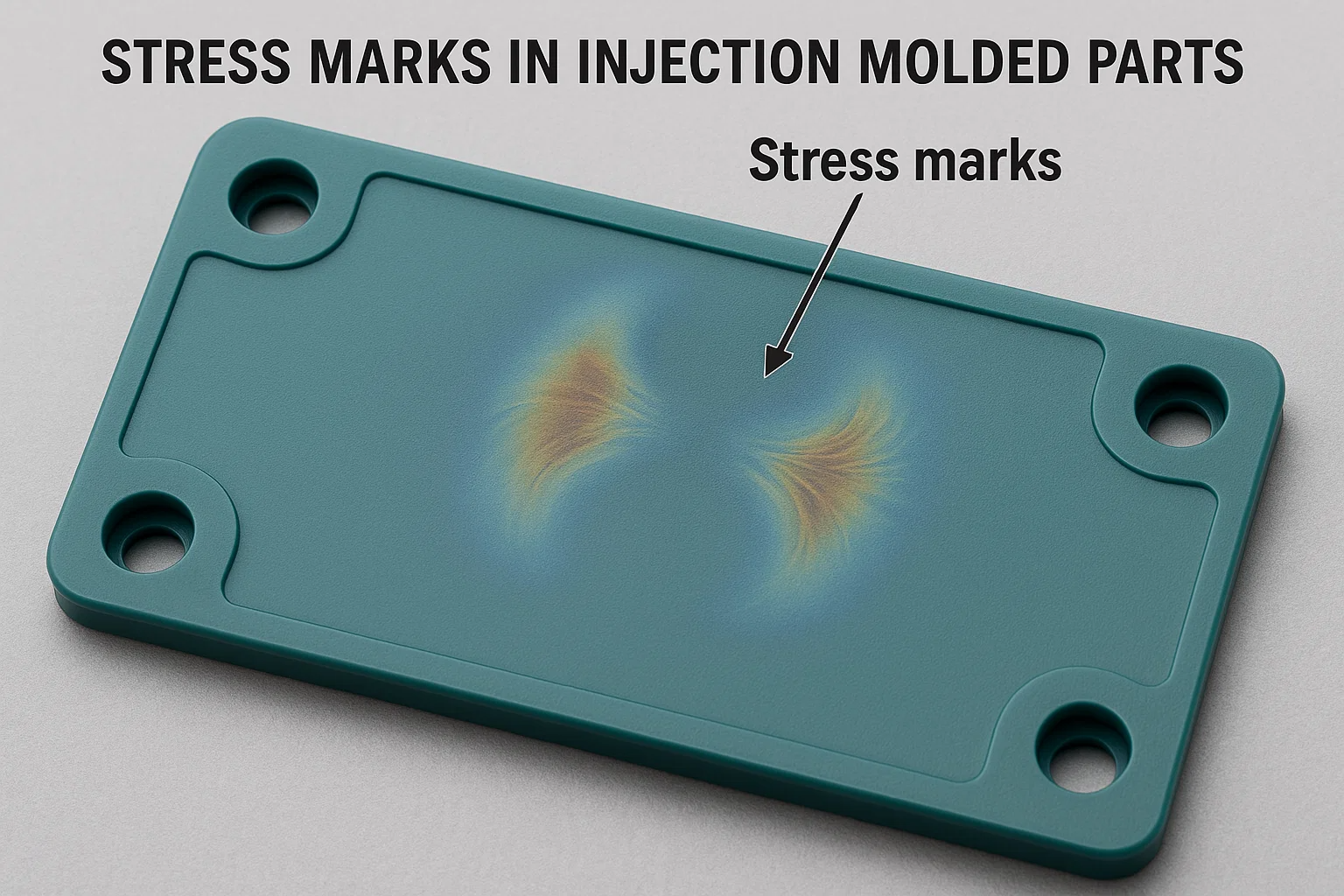
I. Визначення та прояви стресових знаків
Стресові позначки в ін'єкційних деталях - це поверхневі дефекти, спричинені локалізованою концентрацією напруги, виявляються як глянсова або нерівномірна текстура. Поширені місця включають:
- Візуальні розбіжності : Більше помітно на частинах темного кольору, що нагадує "лінії привидів" або нерівномірне затінення.
- Позиційні особливості : Часто трапляється поблизу кінців потоку, зварних ліній та ділянок з нерівномірним охолодженням.
Ii. Аналіз першопричини
1. Недоліки дизайну цвілі
- Неправильний дизайн воріт : Невеликі ворота або погане розміщення призводять до високих швидкостей зсуву та градієнтів температури.
- Різка товщина стіни змінюється : Варіації товщини, що перевищують 30%, викликають нерівну усадку (наприклад, тонкостінні ділянки обмежують скорочення, генеруючи напругу на розрив).
- Неадекватна вентиляція : Газові пастки на лініях розставання або кінцям потоку створюють локалізований перегрів та турбулентність потоку.
- Різкі куточки та дизайн ребер : Високий опір потоку під різкими кутами; Ребра товща, ніж 40% -60% від основної товщини стінки, порушують рівномірність охолодження.
2. Проблеми параметрів обробки
- Надмірна швидкість/тиск : Стрес з високим зсувом та молекулярна орієнтація збільшують залишковий стрес.
- Неправильне управління температурою : Низька температура розплаву або нерівномірне охолодження цвілі (наприклад, погано розроблені канали охолодження) підсилює відмінності у усадці.
- Недостатній тиск упаковки : Короткий час упаковки або низький тиск не вдається компенсувати усадку, викликаючи знаки раковини та оцінки напруги на товстих ділянках.
3. Матеріальні характеристики
- Високий індекс потоку розплаву (MFI) : Надмірно рідкі матеріали сприяють молекулярній орієнтації та нерівній усадці.
- Ефекти кристалічності : Кристалічні матеріали (наприклад, PP, PA) чутливі до швидкості охолодження; Області товстої стіни розвивають розбіжності кристалічності.
- Сегрегація добавки : Наповнювачі, як скляні волокна, накопичуються на кінцях потоку, ослаблення міжфазного склеювання.
4. Обмеження дизайну продуктів
- Неоднорідна товщина стінки : Приклади включають обкладинки на задній частині ноутбука з 40% -60% варіаціями товщини.
- Погане розміщення лінії зварювання : Стресові позначки утворюються, коли лінії зварювання збігаються з косметичними поверхнями.
Iii. Комплексні рішення
1. Оптимізація дизайну цвілі
- Модифікації воріт : Збільшити ворота (наприклад, 1,5 мм → 2,0 мм); прийняти вентилятор або перекриття ворота для зменшення зсуву.
- Поступові переходи товщини : Додати радіуси (≥0,5 × Товщина стінки) при різких змінах; Тематичні дослідження показують, що 80% зниження оцінки стресу.
- Посилена вентиляція : Додати вентиляційні слоти (глибина 0,02-0,04 мм) на кінці потоку; Використовуйте пористу сталь або вставки.
- Конформне охолодження : Реалізуйте конформні канали охолодження для обмеження зміни температури до ± 5 ° С.
2. Коригування процесу
- Контроль температури : Підніміть температуру розплаву на 10-20 ° C (наприклад, PA66: 270 ° C → 290 ° C) та температуру цвілі на 20-30 ° C (наприклад, ABS: 60 ° C → 80 ° C).
- Багатоступенева ін'єкція : Почніть з низької швидкості (30% -50% макс) для початкової наповнення, а потім перейдіть на високу швидкість; Встановіть тиск упаковки при 70% -90% тиску ін'єкцій.
- Розширений час упаковки : Збільшити від 2 до 4 с, щоб пом'якшити усадку та залишковий стрес.
3. Модифікації матеріалу
- Матеріали з низьким вмістом : Додайте 30% тальку до ПП, зменшуючи усадку з 1,8% до 0,8%.
- Поточні добавки : 0,1%-0,5%мастила на основі силікону нижча в'язкість розплаву на 10%-20%.
- Сумісність волокна : Обробляйте скляні волокна сполучними агентами, щоб мінімізувати міжфазний стрес.
4. Після обробки та тестування
- Відпал : Частини ПК відпалювали при 120 ° С протягом 2 годин, усувають 60% -80% внутрішнього напруги.
- Виявлення стресу : Використовуйте занурення поляризованого світла або розчинника (наприклад, ABS у льодовиковій оцтової кислоти протягом 2 хвилин) для якісного аналізу.
Iv. Тематичні дослідження
Випадок 1: Стресові позначки для іграшкового пістолета
- Питання : PP 10% GF частина показала стресові знаки на ребрах (50% різниця товщини).
- Виправити : Зменшити товщину ребер до 40% основної стінки; Додати радіуси; Нижній тиск упаковки (80mPA → 60mpa); Підняти температуру цвілі (60 ° C → 80 ° C).
- Результат : 100% елімінація; Врожайність зросла з 70% до 95%.
Випадок 2: ноутбуки
- Питання : Частина ПК АБС мала знаки напруги через невідповідність стіни 0,9 мм/1,5 мм.
- Виправити : Перестановка для заповнення товстих ділянок спочатку; Підвищити температуру цвілі (90 ° C → 110 ° C); Розширюйте упаковку до 6с.
- Результат : 90% зменшення; 98% косметична пропускна швидкість.
В. Короткий зміст
Пом'якшення стресового позначення вимагає мультидисциплінарної оптимізації:
- Профілактичний дизайн : Обмеження коливання товщини стінки (≤20%); Використовуйте радіуси та збалансовані бігуни.
- Точна обробка : Градієнт температури/контроль тиску з адекватною упаковкою.
- Вибір матеріалу : Пріоритетні матеріали з низьким вмістом, високоповітні матеріали; Використовуйте модифікатори за потребою.
Систематичні вдосконалення підвищують естетику, механічну ефективність та ефективність витрат.

