
Короткий огляд для професіоналів
Ремонт прес-форм це спеціалізований процес відновлення пошкодженого інструменту до початкових інженерних характеристик, щоб забезпечити якість деталей і запобігти зупинкам виробництва. Найефективніший сучасний підхід поєднує прецизійне лазерне зварювання — який додає матеріал з мінімальним тепловим впливом — і вдосконалена обробка поверхні (наприклад, покриття PVD або тверде хромування), щоб збільшити термін служби форми. Використовуючи ці технології, виробники можуть скоротити час простою до 70% порівняно з традиційним зварюванням TIG або повною заміною інструменту.
1. Вступ до ремонту прес-форм
Чому правильне обслуговування форми є критичним?
Обслуговування цвілі це звичайна практика перевірки, очищення та ремонту ін’єкційних блоків для запобігання дефектам. У високошвидкісному виробництві навіть мікроскопічна подряпина на поверхні порожнини може призвести до «спалаху» (надлишок пластику на деталі) або структурних недоліків. Профілактичний ремонт забезпечує точність розмірів і економить тисячі доларів, уникаючи високих витрат на обробку абсолютно нової форми.
Які найпоширеніші причини пошкодження ливарної форми?
Пошкодження цвіллю зазвичай поділяють на чотири категорії:
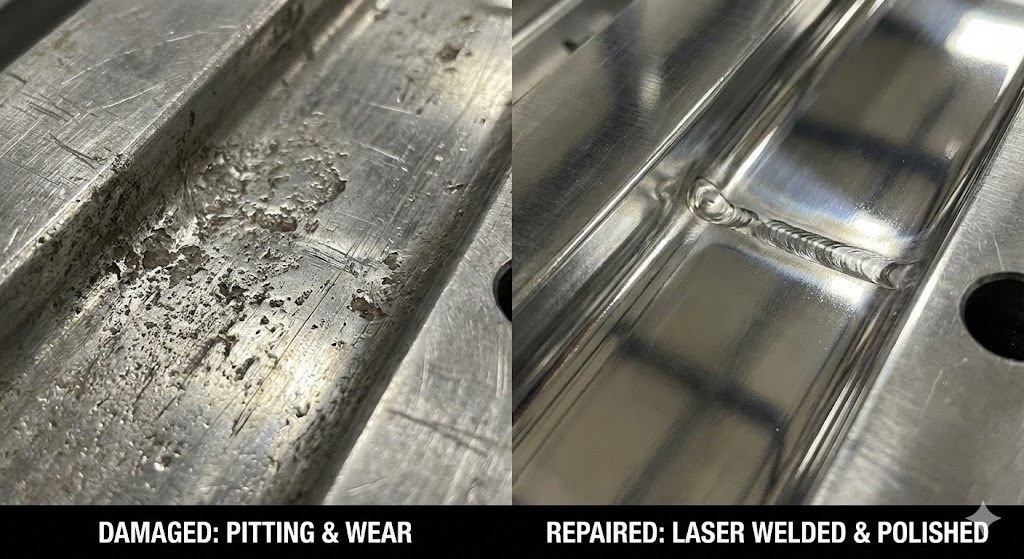
- Механічний знос: Абразивне тертя від склонаповнених смол зношує затвор і порожнину.
- Корозія: Хімічний вплив пластику (як-от ПВХ), що виділяє гази, руйнує сталеву поверхню.
- Людська помилка: Подряпини, спричинені використанням металевих інструментів для видалення застряглих частин.
- Термічна втома: Тріщини під напругою внаслідок постійних циклів нагрівання та охолодження під час виробництва.
2. Розуміння прес-форм для лиття під тиском: технічна основа
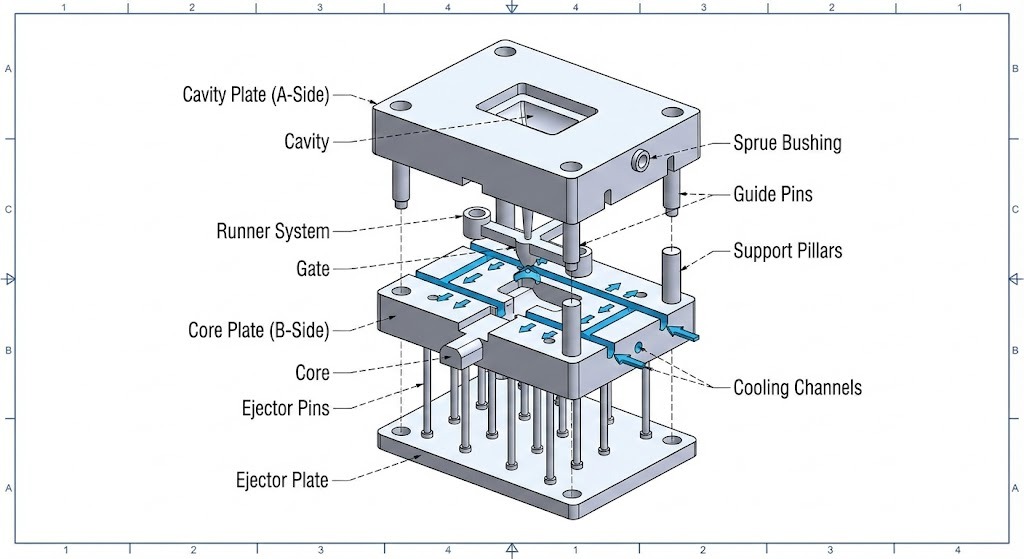
Які основні компоненти прес-форми для лиття під тиском?
Щоб виконати успішний ремонт, технік повинен визначити, який компонент вийшов з ладу.
- Порожнина і ядро: Основні сторони «A» і «B», які утворюють форму пластикової частини.
- Виштовхувачі: Механічні компоненти, які виштовхують готову деталь із форми.
- Канали охолодження: Внутрішні шляхи, якими тече вода або масло для регулювання температури.
- Система воріт і бігунів: «Сантехніка», яка спрямовує розплавлений пластик у порожнину.
Звичайні матеріали, що використовуються у прес-формах
Вибір техніки ремонту багато в чому залежить від матеріал форми . Більшість високопродуктивних форм виготовлено з Інструментальна сталь , яка є сталлю, легованою такими елементами, як хром або ванадій, для підвищення твердості.
Таблиця 1: Загальні матеріали прес-форм і сумісність для ремонту
| Тип матеріалу | Загальний сорт | Складність ремонту | Найкращий спосіб ремонту |
|---|---|---|---|
| Сталь P20 | Попередньо загартована сталь | Низький | Лазерне або TIG зварювання |
| Сталь Н13 | Інструментальна сталь для гарячих робіт | Середній | Лазерне зварювання (потрібне попереднє нагрівання) |
| Сталь S7 | Ударостійка сталь | Високий | Прецизійне лазерне зварювання |
| Алюміній | 7075-T6 | Середній | Спеціалізований лазерний дріт |
Яка різниця між системами гарячого та холодного каналів?
- Системи гарячого каналу: Використовуйте колектори з підігрівом, щоб утримувати розплавлений пластик у формі, зменшуючи відходи, але ускладнюючи ремонт завдяки вбудованим електричним компонентам.
- Системи холодного каналу: Прості канали, які з'єднуються з деталлю; їх легше ремонтувати, але вони призводять до більшої кількості брухту.
Технічні визначення
- HAZ (зона теплового впливу): Ділянка основного металу, яка не була розплавлена, але її мікроструктура була змінена теплотою зварювання. Мінімізація ЗТВ є основною метою лазерного зварювання.
- Твердість по Роквеллу (HRC): Шкала, яка використовується для вимірювання твердості матеріалу на вдавлення. Твердість більшості сталей для форм від 30 до 60 HRC.
- Спалах: Дефект лиття під тиском, коли тонкі шари пластику вириваються між половинками форми, зазвичай вказуючи на зношену лінію розділення.
3. Лазерне зварювання для ремонту прес-форм
Що таке лазерне зварювання при ремонті форм?
Лазерне зварювання це високоточний процес ремонту, який використовує концентрований промінь світла для розплавлення спеціального присадочного дроту на пошкодженій ділянці форми. На відміну від традиційного зварювання, лазер настільки сильно концентрує енергію, що створює міцний металургійний зв’язок майже без спотворень з навколишньою сталлю.
Які переваги лазерного зварювання?
Для техніків лазерне зварювання є кращим методом для високовартісного інструменту, оскільки:
- Мінімальна зона теплового впливу (HAZ): Локалізоване тепло запобігає викривленню форми або втраті первісної твердості.
- Надзвичайна точність: Техніки можуть усунути будь-які пошкодження 0,05 мм , що дозволяє працювати зі складними текстурами та гострими кутами.
- Комплексні геометрії: Безконтактний характер лазера дозволяє ремонтувати глибокі порожнини або вузькі ребра, куди не може дістатися пальник TIG.
- Зменшена додаткова обробка: Через те, що зварний шов дуже чистий, час, необхідний для ручного шліфування та полірування, скорочується більш ніж у рази 50% .

3.4. Процес лазерного зварювання: покроковий посібник
Щоб досягти професійного ремонту, техніки повинні дотримуватися стандартної послідовності:
Крок 1: Підготовка поверхні форми
Чистота – найважливіший фактор. Будь-які залишки пластику, масла або іржі спричинять пористість (крихітні бульбашки) у зварному шві.
- Дія: Використовуйте ультразвукове очищення або спеціальні розчинники, щоб видалити всі забруднення.
- Перевірка: Огляньте область під a 10x мікроскоп щоб переконатися, що метал є «яскравим» і вільним від карбонізації.
Крок 2: Вибір параметрів і налаштувань зварювання
Параметри лазера повинні бути налаштовані на основі основного металу та товщини ремонту.
- Енергія імпульсу (Джоулі): Контролює глибину проплавлення шва.
- Тривалість імпульсу (мс): Визначає, як довго працює лазер; довші імпульси використовуються для більш товстих проводів.
- Частота (Гц): Швидкість лазерних імпульсів.
- Розмір плями (мм): Діаметр лазерного променя; зазвичай встановлюється між 0,2 мм і 1,5 мм .
Крок 3: Виконання техніки зварювання
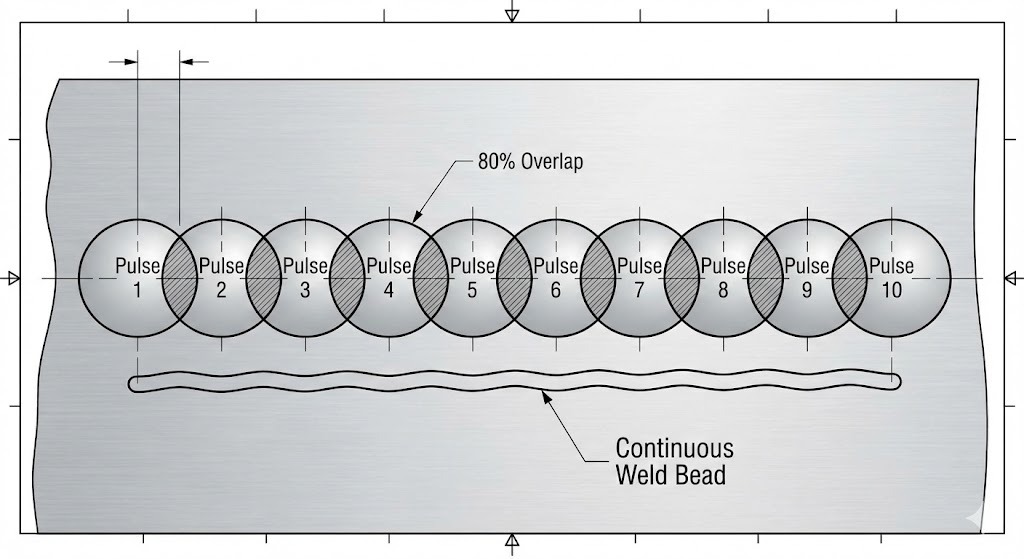
- Імпульсне зварювання: Стандартний спосіб ремонту. Кожен імпульс створює крихітну «точку» розплавленого металу.
- Безперервне зварювання/зварювання внахлест: Техніки перекривають кожну «точку» на 70-80% для створення безшовної суцільної металевої намистини.
3.5. Найкращі практики для техніків
- Зіставте присадковий дріт: Завжди використовуйте лазерний дріт, який відповідає хімічному складу прес-форми (наприклад, використовуйте дріт H13 для форми H13), щоб забезпечити рівномірну твердість і колір після полірування.
- Керуйте захисним газом: використання Газ аргон при постійній швидкості потоку, щоб запобігти окисленню, яке робить зварний шов чорним і крихким.
- Уникайте надмірного будівництва: Додайте лише мінімальну кількість необхідного матеріалу. Надмірне зварювання збільшує ризик накопичення тепла та додаткового часу обробки.
3.6. Поширені проблеми та рішення
| проблема | Ймовірна причина | Професійне рішення |
|---|---|---|
| Підрізання | Потужність (напруга) занадто висока | Низькийer the pulse energy and increase the spot size. |
| Пори/бульбашки | Забруднена поверхня | Повторно очистіть місце спиртом і перевірте потік газу. |
| розтріскування | Високий carbon steel cooling too fast | Попередньо розігрійте форму до 150-200°C перед зварюванням. |
| Тоне | Неправильна подача дроту | Переконайтеся, що дріт проштовхнуто в центр ванни з розплавом. |
Ключова технічна інформація: важливість мікроструктури
Коли лазерний імпульс потрапляє на сталь, швидкість охолодження надзвичайно висока. Це створює a мартенситна мікроструктура у зоні зварювання, яка є дуже твердою, але може бути крихкою. Щоб забезпечити довговічність, великі ремонтні роботи повинні пройти цикл нагрівання «зняття напруги» для стабілізації металевої конструкції.
4. Методи обробки поверхні для прес-форм
Що таке обробка поверхні при ремонті прес-форм?
Обробка поверхні це нанесення тонкого шару спеціалізованого матеріалу або хімічна зміна зовнішньої «шкіри» сталевої форми. У ремонтному циклі це останній етап після зварювання та полірування. Він призначений для відновлення або покращення початкових характеристик прес-форми, зокрема її стійкості до зношування, корозії та тертя.
Види обробки поверхні прес-форм
4.2.1. Тверде хромування
Це традиційний електрохімічний процес, який наносить шар хрому безпосередньо на сталь.
- Найкраще для: Захист від корозійних пластмас, таких як ПВХ, і покращення «вивільнення» деталі.
- твердість: Типово 65–70 HRC .
4.2.2. Безелектричне нікелювання
На відміну від стандартного покриття, тут використовується хімічна реакція, а не електрика, що забезпечує ідеально рівномірну товщину навіть усередині глибоких отворів або каналів охолодження.
- Найкраще для: Складні геометрії, де рівномірна товщина є обов’язковою.
4.2.3. Покриття з нітриду титану (TiN).
Надзвичайно міцне PVD-покриття золотистого кольору (Physical Vapабо Deposition).
- Найкраще для: Середовища з високим ступенем стирання, такі як форми з використанням склонаповнених смол.
- твердість: До 80 HRC .
4.3. Переваги обробки поверхні
Застосування правильного лікування забезпечує три основні технічні переваги:
- Покращена зносостійкість: Запобігає «вимиванню» на воротах, де тече пластик під високим тиском.
- Покращений захист від корозії: Захищає дорогу інструментальну сталь від водяної пари та кислих побічних газів.
- Покращені властивості випуску: Зменшує «зчеплення» між пластиком і металом, що дозволяє скоротити час циклу та зменшити кількість пошкоджених деталей.
4.4. Як вибрати правильне лікування
Вибір залежить від «Режиму відмови» прес-форми:
- Якщо цвіль дряпається: використання TiN або DLC (алмазоподібний вуглець) для максимальної твердості.
- Якщо форма іржавіє: використання Безелектричний нікель для 100% покриття.
- Якщо пластик прилип: використання Жорсткий Chrome або спеціалізовані Покриття з PTFE .
4.5. Процес обробки поверхні: покрокова інструкція
Крок 1: Підготовка та очищення форми
Покриття з’єднується лише з ідеально чистою поверхнею.
- Дія: Виконайте остаточне полірування до необхідного Оздоблення SPI (наприклад, дзеркальне покриття A-2).
- Технічна примітка: Будь-які мікроскопічні масла, що залишилися від полірувальної суміші, призведуть до відшарування покриття.
Крок 2: Нанесення покриття
Форму поміщають у вакуумну камеру (для PVD/CVD) або хімічну ванну (для нанесення покриття).
- Точність: Покриття зазвичай наносять товщиною від 0,002 мм до 0,010 мм тому вони не змінюють кінцеві розміри деталі.
Крок 3: Процеси після обробки
- Дія: Огляньте поверхню на наявність «дірок» або нерівномірної товщини.
- Дія: Проведіть остаточну перевірку розмірів, щоб переконатися, що покриття не вивело інструмент «за межі допуску».
4.6. Усунення поширених проблем із обробкою поверхні
| проблема | Ймовірна причина | Професійне рішення |
|---|---|---|
| Лущення/лущення | Погане очищення поверхні | Зніміть покриття, повторно відполіруйте та скористайтеся ультразвуковою чисткою. |
| Потускнення обробки | Покриття занадто товсте | Зменшити час осадження; перевірити мікронний товщиномір. |
| Нарощування краю | Високий current density (in plating) | використання “dummy” cathodes to pull excess current away from sharp corners. |
Технічне визначення: PVD проти CVD
- PVD (фізичне осадження з парової фази): Низькотемпературний вакуумний процес (нижче 500°C), який не деформує сталь форми.
- CVD (хімічне осадження з парової фази): Високотемпературний процес (до 1000°C), який створює міцніше з’єднання, але може вимагати повторного затвердіння форми після цього.
5. Практичні міркування для техніків
Як технічні працівники залишаються в безпеці під час ремонту форми?
Безпека має першочергове значення під час роботи з високоенергетичними лазерами та хімічними засобами.
- Лазерна безпека: Завжди працюйте у визначеному місці Лазерна зона 4 класу . Техніки повинні носити захисні окуляри, що залежать від довжини хвилі, щоб запобігти постійному пошкодженню сітківки ока відбитими променями.
- Екстракція диму: Під час зварювання та хімічного очищення вивільняються мікроскопічні частинки металу та летючі органічні сполуки. Використовуйте локальну витяжну вентиляцію для підтримки якості повітря.
- Тепловий захист: Навіть із локальною ЗТВ основа форми може зберігати значну кількість тепла. Використовуйте термостійкі рукавички під час роботи з компонентами після зварювання.
Обладнання та інструменти, необхідні для успіху
Для професійної робочої станції з ремонту форм потрібен не лише зварювальник. Основні інструменти включають:
- Стерео мікроскоп: Мінімальне 10-кратне збільшення для перегляду зварювальних ванн.
- Точні шліфувальні машини: Високошвидкісні пневматичні або електричні ротаційні інструменти для «чорнової обробки» зварного шва.
- Набори для мікрополірування: Алмазні пасти та керамічні камені для відновлення поверхні SPI.
- Цифрові мікрометри: Щоб переконатися, що ремонт повернув компоненту початковий допуск.
Аналіз витрат: ремонт форми проти заміни
Однією з найважливіших ролей техніка є консультування керівництва щодо того, чи слід відремонтувати прес-форму чи здати на металобрухт.
Таблиця 2: Матриця рішень щодо ремонту чи заміни
| Фактор | Ремонт (лазерна поверхня) | Повна заміна |
|---|---|---|
| Типова вартість | 5% – 20% від початкової вартості інструменту | 100% вартості інструменту |
| Час виконання | 24 – 72 години | 8-16 тижнів |
| Довговічність | 80% – 100% початкового терміну експлуатації | 100% (Новий життєвий цикл) |
| Найкраще для | Локалізовані пошкодження, ворота, розділові лінії | Катастрофічне розтріскування рами, повне змивання |
Практичний приклад: скорочення часу простою в автомобільних інструментах
Автомобільний постачальник Tier 1 зазнав «зависання воріт» через стирання форми з 32 порожнинами.
- Проблема: Спалах роздільної лінії спричиняв 15% відхилень.
- Рішення: Техніки б/у Лазерний дріт H13 відновити лінію проділу, після чого a TiN (нітрид титану) PVD покриття.
- Результат: Цвіль повернули у виробництво 36 годин , а твердість поверхні збільшилася з 52 HRC до 82 HRC, що запобігає майбутньому зношенню.
6. Передові техніки і технології
Що таке гібридні методи ремонту?
Ремонт гібрида передбачає використання Лазерне зварювання для структурного відновлення з подальшим Обробка поверхні для функціонального вдосконалення.
- приклад: Зварювання пошкодженого отвору штифта ежектора, а потім застосування Безелектричний нікель покриття всієї плити. Це гарантує міцність ремонту та захист усієї поверхні від іржі.
Автоматизація ремонту форм
Індустрія рухається до Лазерне зварювання з ЧПУ . Замість того, щоб технік вручну направляв дріт під мікроскопом, роботизована рука слідує заздалегідь запрограмованим шляхом. Це забезпечує 100% сталість товщини зварного шва та ідеально підходить для ремонту великих партій ідентичних вставок.
Новітні технології: 3D-друк на металі (аддитивне виробництво)
Для катастрофічних збоїв, коли відсутні великі частини прес-форми, техніки зараз використовують Спрямоване енергетичне осадження (DED) . Це «3D-друк» інструментальної сталі безпосередньо на існуючу основу прес-форми, яка потім обробляється на верстаті з ЧПУ до остаточної форми.
7. Резюме ключових моментів
- Точність є ключовою: Лазерне зварювання is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Синергія поверхні: Обробка поверхніs like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Проактивне обслуговування: Виявлення зносу на ранній стадії шляхом мікроскопічного огляду може запобігти необхідності дорогої заміни.
Майбутнє ремонту прес-форм
Оскільки пластикові деталі стають складнішими, а терміни виготовлення коротшими, інтеграція Діагностика на основі ШІ і автоматизований лазерний ремонт стане стандартним. Техніки, які володіють як металургійною наукою зварювання, так і хімією поверхневих покриттів, будуть найціннішими активами сучасної «Розумної фабрики».
Контрольний список для техніків щодо усунення технічних несправностей
- Чи визначено тип сталі? (Підберіть дріт до основного металу).
- Чи є поверхня «яскраво чистою»? (Без масел і залишків).
- Чи встановлені параметри лазера? (Перевірте джоулі та розмір плями).
- Чи тече газ аргон? (Запобігають окисленню).
- Чи відповідає покриття смолі? (наприклад, хром для ПВХ).
Поширені запитання: ремонт прес-форм
Скільки зазвичай коштує лазерне зварювання для ремонту форм?
Вартість лазерне зварювання для ремонту форм зазвичай коливається від Від 200 до 2000 доларів за сеанс ремонту в залежності від складності геометрії та обсягу необхідного матеріалу. Це означає значну економію, оскільки зазвичай коштує лише від 5% до 15% від ціни заміни форми.
Чи можете ви зварити прес-форму, поверхня якої вже оброблена?
Так, але поверхневе покриття необхідно видалити в зоні ремонту спочатку. Покриття як Жорсткий Chrome або TiN перед зварюванням необхідно зачистити за допомогою хімічного травлення або точного шліфування. Зварювання безпосередньо поверх покриття спричинить забруднення , що призводить до крихкого зварювання та поганого з’єднання.
Яка найкраща обробка поверхні абразивного пластику?
Для пластмас, армованих скловолокном або мінералами, Нітрид титану (TiN) або Алмазоподібний вуглець (DLC) є найкращою обробкою поверхні. Ці PVD-покриття забезпечують поверхневу твердість понад 80 HRC , який ефективно протистоїть «піскоструминному» ефекту абразивних смол.
Скільки часу займає типовий ремонт лазерного зварювання?
Більшість дрібних лазерних ремонтних робіт можна виконати в 2-4 години , включаючи підготовку та очищення. Якщо ремонт вимагає значного полірування після зварювання або вторинної обробки поверхні, як PVD покриття, загальний час виконання зазвичай становить Від 24 до 72 годин .
Чи викликає лазерне зварювання деформацію форми?
ні лазерне зварювання не викликає короблення при правильному виконанні. Оскільки лазер подає висококонцентрований промінь з a Зона мінімального теплового впливу (HAZ) , основна маса прес-форми залишається при кімнатній температурі, зберігаючи структурну цілісність і допуски на розміри інструменту.
Яка різниця між зварюванням TIG і лазерним зварюванням для форм?
Основна відмінність полягає в тому підведення тепла .
- Зварювання TIG використовує дугу з високим нагріванням, яка створює великий ЗТВ, що часто вимагає відпалу та повторного загартування всієї форми.
- Лазерне зварювання використовує точний світловий промінь, який створює мікроскопічну купу розплаву, що дозволяє ремонтувати готові, загартовані інструменти, не впливаючи на навколишній матеріал.
Як правильно вибрати дріт для лазерного зварювання?
Ви повинні відповідати хімічному складу зварювального дроту до сталевої основи. Наприклад, використовувати Дріт Н13 для інструментальної сталі Н13 . Використання невідповідного дроту може призвести до «смуг» або «привидів» після полірування форми, що виявиться як дефекти на кінцевих пластикових частинах.
Коротка довідкова таблиця: рішення для ремонту за дефектами
| Тип дефекту | Рекомендований ремонт | чому |
|---|---|---|
| Спалах лінії розлуки | Лазерне зварювання (P20/H13) | Відновлює гострі краї без спотворень. |
| Кислотна корозія ПВХ | Безелектричний нікель Plating | Забезпечує 100% хімічний бар'єр у всіх порожнинах. |
| Вимивання воріт | Лазерне зварювання TiN покриття | Відновлює розміри та додає стійкість до стирання. |
| Забивання виштовхувача | DLC для мікрополірування | Зменшує тертя, щоб запобігти заїданню шпильки. |

