
Ваш путівник по Китаю ліпінг: вартість, якість та пошук потрібного партнера
Вступ до лиття введення Китаю
Мовдання ін'єкції - це універсальний і широко використовуваний виробничий процес для виробництва деталей з термопластичних та термореактивних пластикових матеріалів. Він передбачає введення розплавленого матеріалу в форму, де він охолоне і твердне у потрібну форму. Цей метод відомий своєю здатністю виробляти складні частини з високою точністю, відмінною поверхневою обробкою та швидкими темпами виробництва, що робить його незамінним для безлічі галузей, від автомобільних та медичних до побутової електроніки та товарів домогосподарств.
В останні десятиліття Китай став домінуючою силою у глобальному виробничому ландшафті, а його ін'єкційна ліплення не є винятком. Країна стала бажаним місцем для підприємств у всьому світі, які шукають послуги з ліплення ін'єкцій, значною мірою завдяки надійній виробничій інфраструктурі, конкурентному ціноутворенні та великій мережі постачальників. Цей посібник має на меті забезпечити вичерпний огляд лиття під тиском Китаю, заглиблюючись у критичні аспекти, такі як вартість, якість та основні кроки до пошуку правильного виробничого партнера для конкретних потреб у проекті.
Однак вибір Китаю для ваших потреб у лицьовій формі має унікальний набір переваг та недоліків, які вимагають ретельного розгляду:
Переваги вибору Китаю для лиття ін'єкції:
- Економічна ефективність: Одним із первинних рушій для аутсорсингу до Китаю є значно нижчі витрати на оплату праці порівняно із західними країнами. Це в поєднанні з конкурентними цінами на матеріал та економією масштабу, часто призводить до зниження загальної одиничної вартості для виготовлених деталей.
- Створена інфраструктура та екосистема: Китай може похвалитися високорозвиненою виробничою інфраструктурою та величезною екосистемою підтримки промислових галузей, включаючи виробників цвілі, постачальників матеріалів та послуги обробки. Це дозволяє здійснювати спрощені виробничі процеси та швидкий доступ до ресурсів.
- Висока виробнича потужність: Китайські виробники часто мають великі виробничі потужності, що робить їх добре підходить для великих об'ємних замовлень та масового виробництва.
- Швидкість на ринок: Ефективність та масштаб китайського виробництва часто можуть призвести до більш швидких циклів прототипів та виробництва, прискорення часу на ринок нових продуктів.
- Технологічний прогрес: Багато провідних китайських компаній з лиття ін’єкцій значною мірою інвестували в найсучасніші машини та прийняли передові технології, пропонуючи складні можливості та високоякісні результати.
- Досвід та досвід: Маючи десятиліття досвіду глобального виробництва, китайські постачальники накопичили значну експертизу в різних методах лиття та застосування матеріалів.
Недоліки вибору Китаю для лиття ін'єкції:
- Бар'єри комунікації: Мовні відмінності та культурні нюанси іноді можуть призвести до непорозумінь чи неправильних тлумачень, що робить чітке та послідовне спілкування вирішальним.
- Інтелектуальна власність (IP) Занепокоєння: Незважаючи на те, що в Китаї були докладені зусилля, деякі підприємства все ще містять занепокоєння щодо захисту своїх проектів та фірмової інформації. Ретельна ретельна ретельність та надійні юридичні угоди є важливими.
- Проблеми з контролю якості (якщо не добре керуються): Хоча висока якість досягається, підтримка послідовної якості може бути викликом без належного нагляду, суворих заходів контролю якості та чіткими специфікаціями. Це вимагає активного залучення та чітко визначеного плану забезпечення якості.
- Логістика та складність доставки: Управління міжнародними митами, митними та імпортними митами може додати шари складності та витрат до загального процесу.
- Час роботи для інструментів: Незважаючи на те, що виробництво може бути швидким, початкова фаза інструментів (створення цвілі) все ще може мати значний час, особливо для складних конструкцій.
- Етичні та екологічні міркування: Для підприємств важливо забезпечити, щоб обрані постачальники дотримувалися етичної трудової практики та екологічних норм, узгоджуючись з власними цілями корпоративної соціальної відповідальності.
Розуміння процесу лиття під тиском
Щоб ефективно взаємодіяти з послугами лиття під тиском Китаю, важливо мати основоположне розуміння самого процесу формування впорскування. Ці знання дають вам можливість ефективніше спілкуватися з виробниками, розуміти технічні характеристики та приймати обґрунтовані рішення щодо вашого проекту.
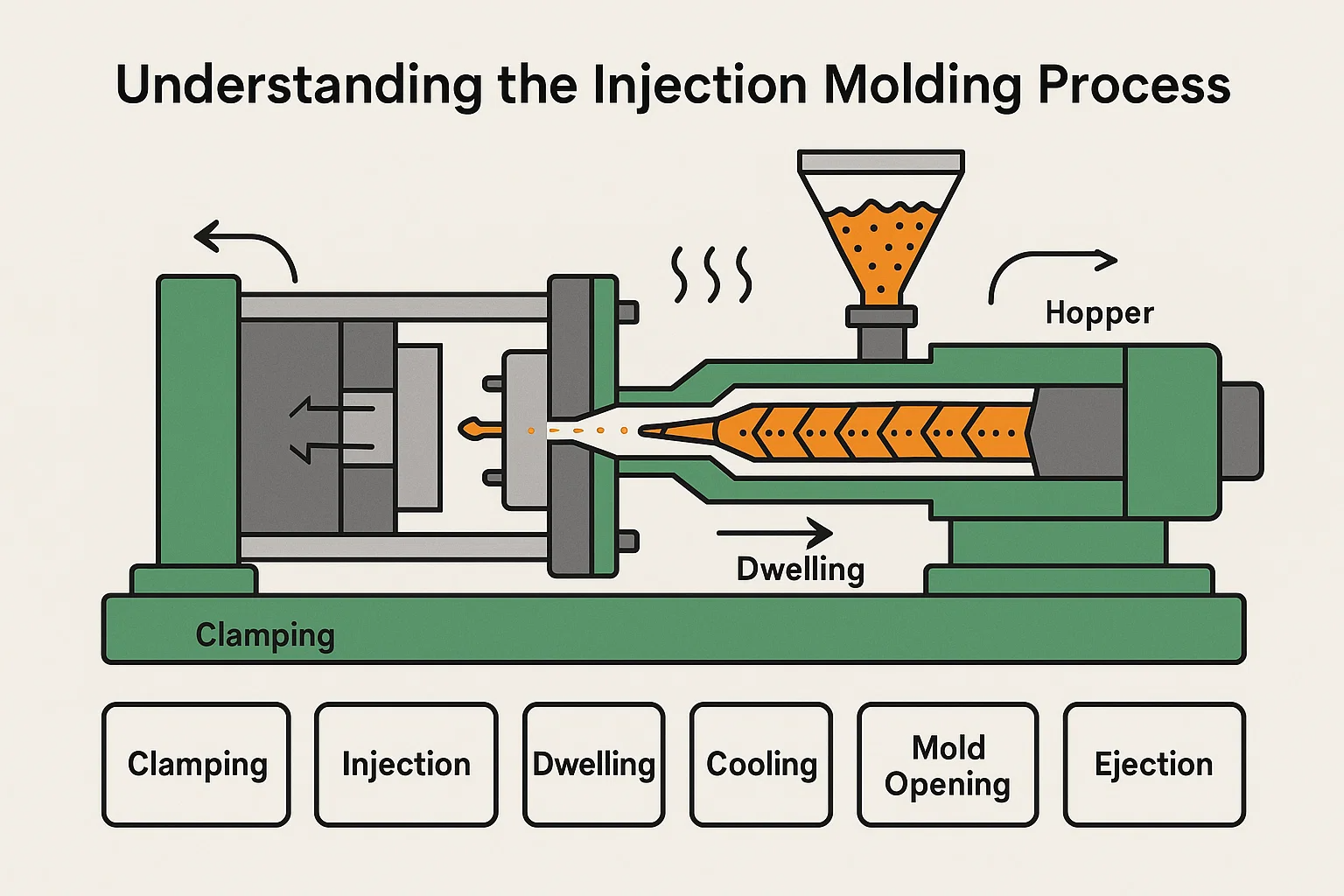
Покрокове пояснення процесу лиття під тиском:
Процес ін’єкційного лиття - це циклічна операція, яка, з’являється простою, передбачає точне контроль температури, тиску та термінів для створення послідовних частин. Ось основні кроки:
-
Затиск: Процес починається з притискання. Дві половинки форми (порожнина та серцевина) надійно затиснуті потужним гідравлічним або електричним пресом. Половина форми, як правило, нерухома, а інша рухається, щоб відкритись і закрити. Ця сила затискача повинна бути достатньою, щоб протистояти величезному тиску, що чиниться під час вприскування, запобігаючи відкриттю та спалаху формі (розплавлений пластиковий, що витікає між половинами цвілі).
-
Ін'єкція: Пластикові гранули або гранули подаються з бункера в нагріту бочку. Всередині бочки зворотно -поступальний гвинт обертається, розтоплюючи пластиковий матеріал через поєднання тепла та тертя зсуву. Після того, як пластик розплавлений і достатній розмір "пострілу" (кількість пластику, необхідний для деталі) накопичується на передній частині гвинта, гвинт рухається вперед, як плунжер, вводячи розплавлений пластик при високому тиску та швидкості в закриту порожнину цвілі через систему бігунів та воріт.
-
Житло (упаковка/холдинг): Після заповнення порожнини форми підтримується контрольована кількість тиску, відомий як "житло" або "упаковка" тиску. Цей стійкий тиск допомагає компенсувати об’ємну усадку, яка виникає в міру того, як пластик охолоджується і твердне. Це гарантує, що порожнини форми повністю заповнені, запобігаючи позначкою раковини, порожнеч та інших дефектів та сприяють стабільності розмірності.
-
Охолодження: З пластиком, який тепер повністю упакований у форму, він починає охолонути і затвердіти у формі форми. Охолоджуючі канали, часто інтегровані в конструкцію форми та циркулюючу прохолодну воду або олію, полегшують цей процес. Час охолодження, як правило, є найдовшою частиною циклу формування ін'єкцій і залежить від таких факторів, як матеріал, товщина стінки деталі та конструкція форм. Ефективне охолодження є критичним для досягнення бажаних властивостей частини та мінімізації часу циклу.
-
Відкриття цвілі: Після того, як частина достатньо охолоне та затверділа, затискаючий блок втягується, відкривши дві половинки форми.
-
Викидання: Коли відкривається форма, шпильки для викиду, стратегічно розміщені всередині форми, витісняють затвердіючу частину з порожнини цвілі. Ці шпильки призначені для застосування навіть тиску, щоб уникнути деформування або пошкодження новоспеченої частини. Потім частина потрапляє на конвеєр або в контейнер для збору.
-
Післяобробка (необов’язково): Після викиду деякі частини можуть вимагати незначної післяобробки, наприклад, обрізання бігунів або воріт (канали, які керують пластиком у порожнину цвілі), депутат або вторинні операції, такі як збірка, живопис або друк. У багатьох випадках надлишок матеріалів з бігунів може бути повторно використаний та повторно використаний, сприяючи ефективності витрат та зниження відходів. Потім цикл повторюється.
Різні типи методів ліплення впорскування, що використовуються в Китаї:
Незважаючи на те, що основний процес залишається послідовним, передові виробничі можливості Китаю дозволяють різноманітними спеціалізованими методами ліплення впорскування для задоволення різноманітних вимог до продукту:
- Стандартне термопластичне введення лиття: Це найпоширеніший метод, використовуючи термопластичні полімери, які можна неодноразово розплавити і затверділи. Він підходить для величезного масиву споживчої та промислової продукції.
- Переповнення: Ця методика передбачає ліплення одного матеріалу над іншим попередньо існуючим компонентом (підкладкою), часто для створення продукту з декількома матеріалами, кольорами або текстурами (наприклад, ручки з м'яким захопленням на інструментах, ущільнювачах на електронних корпусах). Підкладка може бути пластиком, металом або іншим матеріалом.
- Вставте ліплення: Подібно до перенапруження, але тут попередньо сформовані вставки (як правило, металеві компоненти, такі як різьбові вставки, шпильки або електронні контакти) розміщуються в форму перед введенням. Розплавлений пластик протікає навколо і інкапсулює ці вставки, створюючи єдину інтегровану частину. Це підвищує силу частини, функціональність або забезпечує електропровідність.
- Два постріли (мультипідсувне) лиття для ін'єкції: Цей вдосконалений процес виробляє деталі з двома або більше різними пластиковими матеріалами або кольорами в одному циклі формування, часто в одній машині. Це виключає необхідність складання та дозволяє робити складні конструкції з чіткими властивостями матеріалу або естетичними ознаками.
- Газопостійне лиття під тиском: Для деталей з товстими секціями або тими, що потребують покращеної обробки поверхні та зменшеними слідами раковини, інертний газ (як азот) вводиться в порожнину форми після часткового знімання розплавленого пластику. Газ створює внутрішні канали, натискаючи пластик до стінок форми та скорочуючи використання матеріалів та час охолодження.
- Рідка силіконова гума (LSR) Мовдання ін'єкції: Цей процес спеціально розроблений для рідкої силіконової гуми, термореактивного матеріалу, відомого своєю гнучкістю, високотемпературною стійкістю та біосумісністю. Його часто використовують для медичних пристроїв, печаток та споживчих товарів.
- Монтін стінка ліплення: Ця методика фокусується на створенні деталей з надзвичайно тонкими секціями стін, як правило, для застосувань, де є критично важливі для зменшення матеріалів, легкої ваги та швидкого циклу, таких як упаковка або одноразові споживчі товари.
- Гарячі форми бігуна проти холодних форм бігунів: Вони посилаються на систему бігунів (канали, які спрямовують розплавлений пластик до порожнин форми).
- Холодні форми бігуна: Пластик у бігунах охолоджується і твердне разом з частиною. Потім цей матеріал бігуна викидається і його слід вилучити з частини, часто переробляючи. Вони простіші та дешевші для побудови, але можуть створити більше відходів.
- Гарячі форми бігуна: Бігуни зберігають нагрівання, тому пластик всередині них залишається розплавленим протягом усього циклу. Це означає, що немає матеріальних відходів від бігунів, що призводить до більш ефективного використання матеріалу, швидшого часу циклу, а часто і кращої косметичної обробки з частини. Вони спочатку складніші та дорогі в інструменті.
Матеріали, які зазвичай використовуються в лицьовій формі вприскуванню:
Китайські споруди для ін'єкційного лиття працюють з великим спектром термопластичних матеріалів, вибраних на основі бажаних механічних, термічних, хімічних та естетичних властивостей кінцевого продукту. Деякі з найбільш часто використовуваних матеріалів включають:
- Поліпропілен (ПП): Універсальний та економічно ефективний термопластичний, відомий своєю чудовою хімічною стійкістю, стійкістю до втоми та гнучкістю. Він широко використовується в упаковці, автомобільних компонентах, споживчих товарах та живих петлях.
- Акрилонітрил бутадієна стирол (ABS): Жорсткий, жорсткий та стійкий інженерний термопластичний термопластичний з хорошими естетичними якостями. Він часто використовується для корпусів електронних пристроїв, автомобільних внутрішніх деталей, іграшок (наприклад, цегли Lego) та споживчих продуктів завдяки здатності легко ліплювати та закінчувати.
- Полікарбонат (ПК): Високопродуктивний, сильний та винятково стійкий до удару термопластичні, часто прозорі. Він пропонує хорошу стійкість до тепла та розмірна стабільність, що робить його придатним для таких застосувань, як лінзи, захисні окуляри, електронні корпуси та автомобільні компоненти.
- Поліетилен (ПЕ): Доступні в різних щільності (HDPE, LDPE, LLDPE), поліетилену відомий своєю гнучкістю, хімічною стійкістю та хорошими властивостями електричної ізоляції. Він зазвичай використовується для пляшок, контейнерів, мішків та труб.
- Нейлон (поліамід - ПА): Сильний, міцний інженерний пластик з хорошою стійкістю до зносу, хімічною стійкістю та високотемпературними. Він часто підсилюється скляними волокнами для підвищення міцності та використовується в автомобільних деталях (наприклад, компоненти двигуна, роз'єму), передач та підшипниках.
- Полістирол (PS): Поставляється в загальному призначенні (GPPS, чіткі та крихкі) та високопоставлені (стегна, непрозорі та жорсткіші). Він недорогий і використовується для одноразових столових приборів, корпусів CD та корпусів приладів.
- Полівінілхлорид (ПВХ): Міцний і універсальний матеріал, доступний у жорстких та гнучких формах. Він пропонує хорошу хімічну стійкість і використовується в трубах, фурнітурі, віконних рамах та медичних пристроях.
- Термопластичні еластомери (TPE/TPR): Ці матеріали поєднують властивості гуми та пластику, пропонуючи гнучкість, гарне зчеплення та поглинання амортизації. Їх використовують для м'яких дотиків, ущільнювачів, прокладок та переповнених компонентів.
Аналіз витрат на лиття впорскування в Китаї
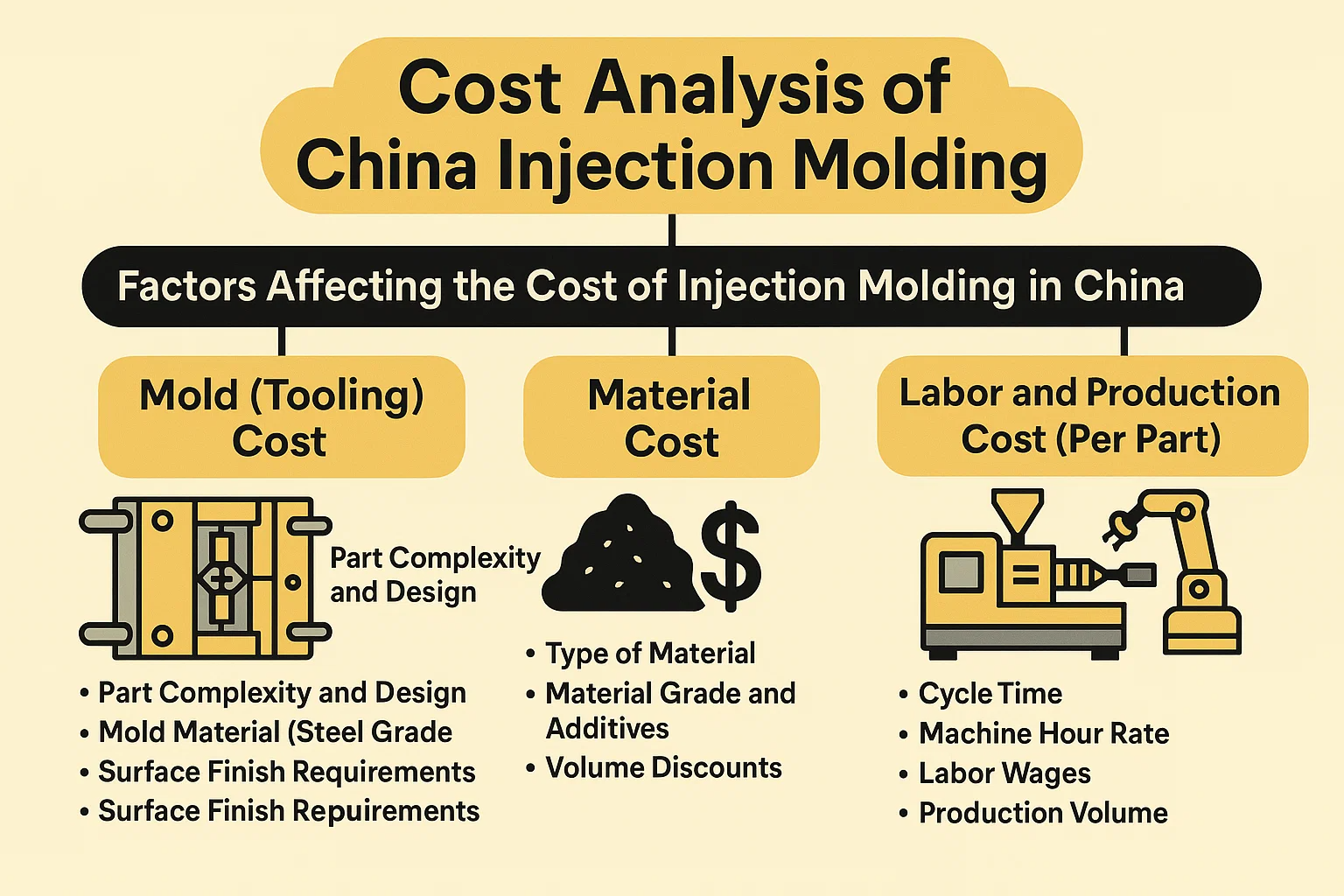
Однією з основних мотивацій компаній вибирати Китай для лиття ін'єкцій є сприйнята перевага витрат. Хоча Китай, як правило, пропонує більш конкурентоспроможні ціни, ніж у багатьох західних країнах, розуміння різних факторів, що сприяють загальній вартості, має вирішальне значення для точного бюджету та уникнення несподіваних витрат. Загальна вартість проекту ін'єкційного лиття може бути в основному класифікується на вартість цвілі (інструменту), вартість матеріалів та виробництва (праці/машина).
Фактори, що впливають на вартість ліплення в Китаї:
-
Цвіль (інструментарія) Вартість: Це часто є найбільш значущим передовим інвестиціям і може різко дівалістю.
- Частина складності та дизайн: Прості частини з рівномірною товщиною стінки, мінімальними підрізами та прямими геометріями потребують менш складних форм, що призводить до зниження витрат на інструментарію. І навпаки, заплутані деталі з тонкими деталями, тісними допусками, декількома підрізами, що потребують побічних дій або підйомників, а складні текстури потребуватимуть більш складних та дорогих форм, що часто вимагають більш досконалої обробки (наприклад, EDM) та більш тривалого часу побудови.
- Матеріал цвілі (сталевий клас): Тип сталі, що використовується для форми, безпосередньо впливає на її вартість та тривалість життя.
- P20, 718h: Це загальний варіант для прототипів форми або виробництва нижчого обсягу, що пропонує хороший баланс витрат та продуктивності.
- NAK80, H13: Загартовані сталі значно дорожчі, але пропонують велику міцність, теплостійкість та можливості обробки поверхні, що робить їх ідеальними для великих об'ємних форм виробничих форм.
- Кількість порожнин: У формі може бути одна порожнина (виробляючи одну частину на цикл) або кілька порожнин (виробляючи кілька частин на цикл). Мультизаводні форми мають більш високу вартість початкових інструментів, але різко знижує вартість виробництва на частину за рахунок збільшення виробництва за цикл, що робить їх економічними для великих об'ємних пробіжок.
- Основа цвілі та компоненти: Розмір форми, тип системи бігуна (гарячий бігун проти холодного бігуна) та якість стандартних компонентів цвілі (шпильки для викидів, слайдів тощо) сприяють витратам на інструментарію. Гарячі форми бігуна, хоча спочатку дорожчі, заощаджують на відходах матеріалів та часу циклу, що призводить до зниження витрат на частину з великим обсягом.
- Вимоги до обробки поверхні: Високополіровані поверхні (наприклад, SPI A-1 обробка) або складні текстури потребують більш інтенсивної робочої сили та спеціалізованих методик інструментів, додаючи вартість цвілі.
- Тривалість життя цвілі: Виробники проектують форми для певної кількості циклів (пострілів). Форма, призначена для більш високого життя (наприклад, 1 мільйон пострілів), буде побудована з більш надійними матеріалами та точністю, що становить більшу вартість, ніж форма, призначена для 50 000 пострілів.
-
Матеріальна вартість: Вартість самої пластикової смоли є прямим і часто значним компонентом витрат на частину.
- Тип матеріалу: Як обговорювалося, товарні пластмаси, такі як PP або ABS, значно дешевші на кілограм, ніж інженерні пластмаси, такі як ПК, нейлон або високоефективні полімери (наприклад, Peek, Ultem).
- Матеріальний ступінь та добавки: Дівні матеріали дорожчі, ніж перероблені оцінки. Включення добавок, таких як УФ -стабілізатори, полум'я, скляні волокна (для сили), барвники (особливо спеціальні кольори, білі або прозорі) або спеціальні функціональні добавки збільшуватимуть матеріальні витрати.
- Об'ємні знижки: Більші покупки матеріалів для виробництва з великим обсягом часто можуть забезпечити кращі ціни від постачальників.
- Коливання ринку: Глобальні ціни на смоли підлягають попиту на ринку, цінах на нафту та динаміці ланцюгів поставок, що може вплинути на витрати на частину з часом.
-
Вартість праці та виробництва (за частину): Це вартість, пов’язана з керуванням машинами для лиття та залученою роботою.
- Час циклу: Час, необхідний для виготовлення однієї частини (або одного пострілу з мультисавової форми)-це критична вартість. Коротші часи циклу означають, що більше деталей можна виробляти за годину, зменшуючи витрати на частину. Такі фактори, як дизайн частини (товщина стінок), властивості матеріалу, ефективність охолодження цвілі та можливості машини впливають на час циклу.
- Коефіцієнт машинної години: Сюди входить вартість електроенергії, амортизації машини, технічного обслуговування та накладних витрат, виділених на робочий час машини. Більші, більш складні машини, як правило, мають більш високі погодинні тарифи.
- Заробітна плата: Витрати на оплату праці в Китаї, хоча і зростають, все ще значно нижчі, ніж у багатьох західних країнах. Це є ключовим фактором загальної переваги витрат.
- Обсяг виробництва: Це, мабуть, найбільш вражаючий фактор витрат на частину.
- Економіка масштабу: Фіксовані витрати (наприклад, інструментарій) амортизуються за загальною кількістю вироблених деталей. Чим вище об'єм виробництва, тим нижча вартість частини як для інструментів, так і для налаштування.
- Налаштування та перехід: Кожен раз, коли змінюється цвіль або встановлюється новий виробничий запуск, є витрати, пов’язані з простоєм машини та роботою. Більш високі обсяги зменшують частоту цих змін, оптимізуючи ефективність.
- Після обробки: Будь-які вторинні операції, такі як розбещення, збірка, живопис, друк або спеціалізована упаковка, додадуть до вартості.
Порівняння витрат з іншими країнами:
Китай історично запропонував значні переваги витрат при формуванні введення, особливо для виробництва середнього та великого обсягу.
- Китай проти західних країн (наприклад, США, Європа): Китайські витрати на ліплення, як правило, є 20-50% нижче ніж у Сполучених Штатах і 30-60% нижче ніж у Європі. Цей проміжок в першу чергу керується:
- Зниження витрат на оплату праці: Кваліфікована праця в Китаї все ще командує зниженням заробітної плати.
- Конкурентні інструменти: Вартість дизайнерських та виробничих форм у Китаї, як правило, значно нижча через ефективні магазини інструментів, менші витрати на матеріал (особливо для інструментальної сталі) та конкурентну заробітну плату для виробників цвілі.
- Економіка масштабу: Велика виробнича потужність Китаю дозволяє отримати масштабне виробництво, що ще більше зменшує витрати на одиницю.
- Інтегрований ланцюг поставок: Зрілий та взаємопов'язаний ланцюг поставок для сировини, машин та допоміжних послуг допомагає зменшити витрати.
- Китай проти економіки, що розвиваються (наприклад, В'єтнам, Індія, Мексика): У той час як такі країни, як В'єтнам, Індія та Мексика, з'являються як альтернативи з нижчими витратами, особливо для певних типів продуктів або для компаній, які шукають регіональну диверсифікацію, Китай часто все ще підтримує перевагу:
- Вишуканості та можливості інструментів: Для складних форм та високоточних деталей досвід роботи в Китаї, як правило, більш досконалий.
- Зрілість ланцюга поставок: Добре встановлений та обширний ланцюг поставок Китаю для лиття під тиском важко відповідати.
- Масштабованість: Для дуже об'ємних проектів потенціал та ефективність Китаю часто вищі.
- Зростаючі витрати в Китаї: Важливо зазначити, що витрати на оплату праці в Китаї постійно зростають, а такі фактори, як тарифи та геополітичні міркування, можуть вплинути на загальне рівняння витрат. Однак для багатьох проектів, особливо тих, що потребують складного інструменту або великих обсягів, Китай залишається дуже конкурентоспроможним.
Поради щодо зменшення витрат на ліплення впорскування:
- Оптимізуйте дизайн деталей для виготовлення (DFM):
- Спростити геометрію: Зменшіть складні особливості, підрізування та непотрібні тонкощі.
- Підтримувати рівномірну товщину стінки: Це сприяє постійному охолодженню, скорочує час циклу, запобігає викривленню та пограбуванню та спрощує дизайн цвілі.
- Додайте кути проекту: Забезпечте адекватний проект (конус) на всіх вертикальних стінах, щоб забезпечити легку частину викиду, зменшення сили викиду та потенційного пошкодження та уникнення дорогих модифікацій цвілі.
- Включіть ребра та гуссети: Замість збільшення товщини стінок для міцності використовуйте ребра та гуски, щоб додати жорсткість, мінімізуючи використання матеріалів та час охолодження.
- Розгляньте самостійні або універсальні частини: Проектування деталей, які можна використовувати взаємозамінно (наприклад, верх і дно, які є ідентичними), може зменшити кількість унікальних необхідних форм.
- Стратегічний вибір матеріалу:
- Виберіть стандартні матеріали: Вибирайте загальнодоступні та менш дорогі смоли, такі як PP або ABS, якщо конкретні вимоги до продуктивності не потребують інженерних або високопродуктивних пластмас.
- Мінімізувати зміни кольору: Використання "натуральної" або чорної смоли часто є найдешевшим. Спеціальні або унікальні кольори додають вартості через барвні витрати та очищення машин між пробіжками.
- Розглянемо перероблений вміст: Якщо це підходить для вашої програми, використання перероблених термопластиків може зменшити матеріальні витрати.
- Оптимізуйте обсяг виробництва:
- Матч кавітація з обсягом: Для дуже великих обсягів інвестуйте в багатоспецифічну форму для зниження витрат на частину. Для нижчих обсягів форма для однокімнатної клітини або навіть швидка прототипна форма (наприклад, алюміній) може бути більш економічною.
- Консолідувати накази: Якщо у вас є кілька частин, виробництво їх одночасно або консолідуючих замовлень може використовувати економію масштабу для матеріалів та виробництва.
- Тісно співпрацюйте зі своїм постачальником над інструментами:
- Обговоріть матеріал цвілі: Зрозумійте компроміси між вартістю цвілі та тривалістю життя на основі прогнозованого обсягу виробництва.
- Розглянемо Hot vs. Cold Runner: Для великих обсягів початкова більша вартість форми гарячого бігуна може бути швидко компенсована за рахунок економії матеріалу та більш швидкого часу циклу.
- Переговори про власність інструментів: Уточнюйте, хто володіє цвільами та умовами для її обслуговування та зберігання.
- Ефективний зв'язок та контроль якості:
- Надайте чіткі технічні характеристики: Детальні 2D креслення з допусками та 3D -моделями CAD мають важливе значення, щоб уникнути неправильних тлумачень та дорогої переробки.
- Реалізуйте надійні перевірки якості: Проактивне контроль якості може запобігти дорогому брухту, переробці та доставці несправних деталей.
- Впорядкування логістики та упаковки:
- Оптимізуйте методи доставки: Швидкість балансу (авіаперевезення) з витратами (морський вантаж) на основі вашої шкали часу.
- Проста упаковка: Стандартна масова упаковка дешевша, ніж спеціальна роздрібна упаковка.
Контроль якості в листі китаю
Хоча економічна ефективність є головною розіграшем для лиття введення Китаю, досягнення та підтримка високої якості продукції є першорядним. Без суворого контролю якості (КК) навіть найнижчі ціни можуть призвести до значних втрат через несправні продукти, незадоволення клієнтів, пошкодження бренду та дорогу переробку чи відкликання. Розуміння того, як управляється якістю, які проблеми слід шукати, а сертифікати для пошуку є важливими для успішного виробничого партнерства.
Важливість контролю якості:
Контроль якості - це не просто думка; Це невід'ємна частина всього життєвого циклу виробництва, від дизайну до доставки. Його важливість не може бути завищена в ліпленнях впорскування, особливо при аутсорсингу:
- Забезпечення надійності та продуктивності продукту: Послідовна якість гарантує, що кожна частина функціонує за призначенням, відповідає специфікаціям дизайну та надійно виконується у своєму кінцевому застосуванні.
- Мінімізація дефектів та відходів: Ефективна КК визначає проблеми на початку процесу, запобігаючи виробництву великих партіїв дефектних частин, тим самим зменшуючи відходи матеріалу, споживання енергії та переробку витрат.
- Підтримка репутації бренду: Високоякісні продукти будують довіру та лояльність клієнтів, підвищуючи імідж вашого бренду та ринковий стан. І навпаки, збої якості можуть швидко заплямувати репутацію.
- Дотримання стандартів та правил галузі: Багато галузей (наприклад, медичних, автомобільних, аерокосмічних) мають суворі регуляторні вимоги, які повинні відповідати формовані деталі. КК забезпечує дотримання.
- Економія витрат у довгостроковій перспективі: Незважаючи на те, що впровадження заходів з КК має передову вартість, це економить значно більше, запобігаючи дорогим відкликанню, гарантійними вимогами, поверненням та необхідністю деталей для переробки та переробки.
- Передбачуване виробництво: Надійна система КК призводить до більш передбачуваних результатів виробництва, меншої кількості затримок та більш надійних графіків доставки.
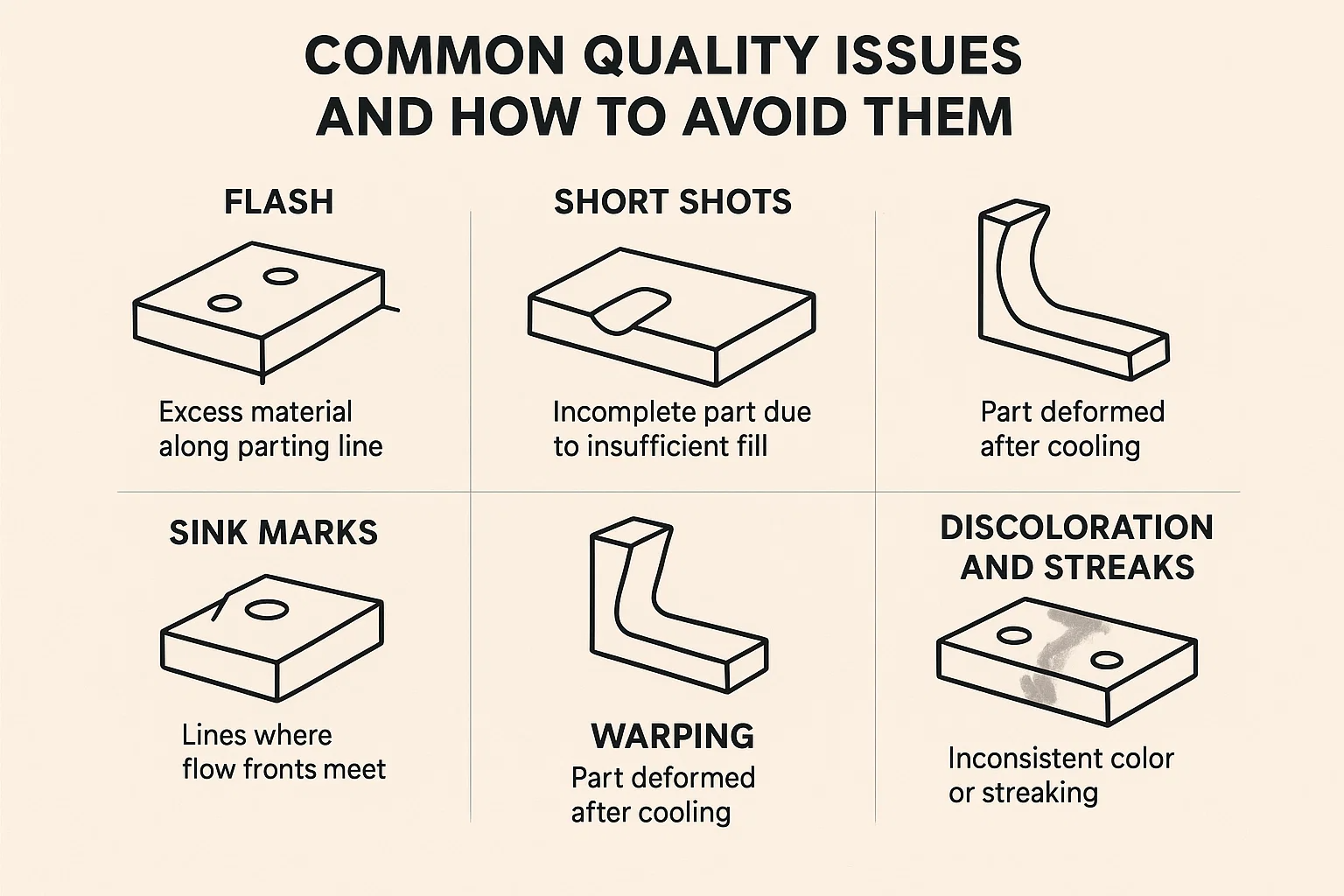
Загальні проблеми якості та як їх уникнути:
Незважаючи на точність ліплення впорскування, можуть виникнути різні дефекти. Визнання цього та розуміння їх причин є ключовим для профілактики та ефективного вирішення проблем з вашим китайським виробником.
-
Flash (або Burrs):
- Опис: Надлишок матеріалу, що просочується з порожнини цвілі, утворюючи тонкий небажаний шар по лінії розставання частини.
- Причини: Занадто великий тиск або швидкість впорскування, недостатня сила затискання, зношені форми, нерівність у формі або погана конструкція цвілі (наприклад, неправильна герметизація).
- Уникнення: Оптимізуйте параметри ін'єкцій (тиск, швидкість), забезпечуйте адекватну силу затискача, регулярне обслуговування та перевірку цвілі та точну конструкцію цвілі.
-
Короткі постріли (або нефальсифіковані):
- Опис: Неповна частина, де розплавлений пластик не повністю заповнив порожнину форми, в результаті чого відсутні секції.
- Причини: Недостатня введення матеріалу, низький тиск/швидкість впорскування, в'язкість матеріалу занадто висока, температура цвілі занадто низька або захоплене повітря/недостатня вентиляція.
- Уникнення: Збільшити розмір пострілу, збільшити тиск/швидкість впорскування, забезпечити належну температуру розплаву, оптимізувати температуру цвілі, покращити вентиляцію цвілі або розглянути зміни розташування воріт.
-
Позначки мийки:
- Опис: Западини або неглибокі кратери на поверхні формованої частини, як правило, на більш товстих ділянках.
- Причини: Нерівномірне охолодження пластику, особливо, коли товстіші секції охолоджуються повільніше і зменшуються всередину, або недостатній тиск упаковки/утримують.
- Уникнення: Проектуйте деталі з рівномірною товщиною стінки, збільшуючи тиск і час утримують, злегка нижчу розплав або температуру цвілі, або переробляйте частину для зменшення товстих секцій.
-
Викривлення (або спотворення):
- Опис: Деформовані або скручені частини, які не зберігають призначеної форми після охолодження.
- Причини: Нерівні швидкості охолодження по всій частині, внутрішні напруження від усадки матеріалу або неправильної конструкції цвілі (наприклад, відсутність рівномірної товщини стінок, недостатньо каналів охолодження).
- Уникнення: Забезпечити рівномірну температуру охолодження та цвілі, оптимізуйте час охолодження, проектуйте деталі з постійною товщиною стіни або врахуйте зміни матеріалу з нижчими швидкостями усадки.
-
Лінії зварювання (або в’язані лінії):
- Опис: Видимі лінії або виїмки, де два або більше потокових фронтів розплавленого пластику зустрічаються і повторно ободифікуються, часто навколо отворів або вставок. Вони можуть бути косметичними або структурними слабкістю.
- Причини: Розплавлений пластиковий затвердіння перед повним змішуванням, низькою температурою розплаву або цвілі або поганим розміщенням воріт.
- Уникнення: Збільшити температуру розплаву/цвілі, збільшити швидкість впорскування, оптимізувати розташування воріт, щоб мінімізувати шляхи потоку або використовувати матеріали з кращими характеристиками потоку.
-
Знебарвлення та смуги:
- Опис: Непослідовний колір, пробіг або плями на поверхні частини.
- Причини: Забруднення в сировині, неправильне змішування барвників, деградація матеріалів через надмірне тепло або залишки в машинній бочці/насадці.
- Уникнення: Забезпечте чистоту сировини, належне висихання гігроскопічних матеріалів, точне дозування барвника, оптимізоване контроль температури розплаву та регулярне очищення машин.
-
Порожнечі (або бульбашки):
- Опис: Захоплені бульбашки повітря або порожні кишені всередині формованої частини.
- Причини: Недостатній тиск упаковки, захоплені гази від вологи або деградації матеріалу, або швидке охолодження, яке ущільнює зовнішню шкіру, перш ніж серцевина зможе затвердіти.
- Уникнення: Збільшити тиск упаковки, забезпечити належну сушку матеріалу, покращити вентиляцію цвілі або оптимізувати швидкість охолодження.
Заходи та сертифікати контролю якості:
Поважні китайські виробники лиття під тиском впроваджують всебічні заходи КК протягом усього виробничого процесу. Під час перевірки постачальників шукайте докази наступного:
-
Дизайн для виготовлення (DFM) Огляд: QC починається на фазі проектування. Хороший виробник перегляне вашу частину дизайну з питань потенційних форм (наприклад, товщини стін, кутів притягів, підрізів) перед виготовленням цвілі, запобігаючи дорогим помилкам вниз по лінії.
-
Огляд вхідних матеріалів (IQC):
- Перевірка сировини (смола) за специфікаціями (наприклад, аркуша даних про безпеку матеріалів - MSD, сертифікат аналізу - COA).
- Перевірка правильного висихання гігроскопічних матеріалів, оскільки волога може спричинити дефекти.
-
Інспекція цвілі/інструментів:
- Ретельний огляд виготовленої форми перед виробничими пробіжками, включаючи розмірні перевірки, перевірку поверхні та тести на функціональність (наприклад, система гарячого бігуна, механізм викиду).
- Перша перевірка статті (FAI): Виготовлення невеликої партії частин ("перша стаття") з нової форми та виконання детального вимірного огляду та функціонального тесту. Це важливий крок для перевірки точності форми перед масовим виробництвом.
-
Контроль якості в процесі (IPQC):
- Моніторинг параметрів: Постійний моніторинг та контроль критичних параметрів формування (температура, тиск, час циклу, швидкість впорскування) за допомогою методів контролю статистичного процесу (SPC) для забезпечення узгодженості.
- Візуальні перевірки: Регулярні візуальні перевірки операторів на такі дефекти, як спалах, знебарвлення або короткі кадри.
- Розмірні перевірки: Періодичні розмірні вимірювання деталей під час виробництва за допомогою супорти, мікрометрів, CMM (координатна вимірювальна машина) або оптичні компаратори, щоб переконатися, що вони залишаються в межах визначених допусків.
- Відбір проб: Впровадження визначеного плану вибірки (наприклад, AQL - прийнятна ліміт якості) для огляду підмножини деталей через регулярні проміжки часу.
-
Кінцевий контроль якості (FQC) / Попередня перевірка:
- Заключний, всебічний огляд готової продукції перед упаковкою та відвантаженням. Сюди входить візуальне, розмірне та часто функціональне тестування.
- Перевірка упаковки та маркування.
- Часто сторонні інспекційні агенції використовуються на цьому етапі для неупередженої оцінки.
Сертифікати:
Сертифікати демонструють прихильність виробника до встановлених систем управління якістю та конкретних галузевих стандартів.
- ISO 9001: Це найпоширеніший та фундаментальний міжнародний стандарт для систем управління якістю (QMS). Компанія, сертифікована ISO 9001, має документально -документовану систему для управління своїми процесами, забезпечення послідовності, задоволеності клієнтів та постійного вдосконалення. Це базове очікування для будь -якого авторитетного китайського виробника.
- ISO/TS 16949 (зараз IATF 16949): Це конкретний стандарт управління якістю для автомобільної промисловості. Виробники з цією сертифікацією є досвідченими у суворих вимогах до якості, контролю процесу та постійному вдосконаленні, що робить їх ідеальними партнерами для автомобільних компонентів.
- ISO 13485: Цей стандарт визначає вимоги до комплексної системи управління якістю для проектування та виготовлення медичного
- CE, Rohs, Reach, FDA тощо: Це специфічні сертифікати на дотримання продукції, що стосуються певних ринків або обмежень матеріалів. Незважаючи на те, що безпосередньо сертифікація КМС, ознайомлення виробника з цими стандартами та здатність виробляти сумісні деталі є сильним показником їх можливостей якості.
Пошук правильного партнера для лиття під тиском для впорскування
Визначення та забезпечення надійного та компетентного партнера для лиття в Китаї, мабуть, є найважливішим кроком для успіху вашого проекту. Ринок величезний, тисячі постачальників від невеликих семінарів до великих, високо автоматизованих фабрик. Навігація цього ландшафту вимагає стратегічного підходу, ретельної ретельної ретельності та розуміння ефективного спілкування та культурних нюансів.
Де знайти в Китаї компанії з литтям впорскування:
Існує кілька напрямків для вивчення під час пошуку потенційних виробничих партнерів:
-
Інтернет -платформи та каталоги B2B: Це часто перша зупинка для багатьох підприємств завдяки їх широким базам даних та доступності.
- Alibaba.com: Найбільший глобальний ринок B2B, який пропонує величезний вибір виробників. Використовуйте фільтри для "Перевіреного постачальника", "Забезпечення торгівлі" та конкретних категорій товарів для звуження пошуку. Перегляньте профілі постачальників, історію транзакцій та огляди клієнтів.
- Глобальні джерела (globalsources.com): Подібно до Alibaba, з сильною увагою до електроніки, компонентів та більш спеціалізованих галузей. Відомий більш детальними профілями компанії.
- Made-in-china.com: Ще одна видатна платформа, що пропонує широкий спектр постачальників у різних галузях, включаючи пластмаси та ліплення.
- Спеціалізовані виробничі каталоги: Деякі веб -сайти або галузеві асоціації можуть запропонувати більш кураторні списки виробників, спеціально зосереджені на лицьовій формі або конкретному типу продукту.
- Керовані послуги з пошуку: Такі компанії, як Xometry або Sourcing Allies, пропонують керовані послуги, де вони мають перевірену мережу китайських постачальників та обробляють комунікацію та управління проектами від вашого імені, що може бути корисним для тих, хто не має нових пошуків у Китаї або з обмеженими ресурсами.
-
Виставки: Відвідування виставок у Китаї пропонує безпрецедентну можливість для взаємодії віч-на-віч, заводських відвідувань та безпосередньо оцінювання можливостей.
- Chinaplas: Це, мабуть, провідний світовий ярмарок пластмасів та гуми, що проводиться щорічно в Китаї (чергується між Шеньчженом та Шанхаєм). Це важлива подія для відкриття нових технологій, матеріалів та з'єднання з величезною кількістю виробників та постачальників послуг.
- Die & Cold China: Ще одна значна виставка, яка зосереджується спеціально на виробництві цвілі та штампу, яка є невід'ємною частиною для лиття ін'єкції.
- Canton Fair (Китайський ярмарок імпорту та експорту): Незважаючи на більш широку виставку, що охоплює майже всі категорії продуктів, Canton Fair часто має значний розділ, присвячений машинам та промисловій продукції, де демонструють компаній з лиття.
- Ярмарки, що стосуються галузі: Залежно від вашого продукту (наприклад, автомобільних деталей, медичних пристроїв), в Китаї можуть бути спеціалізовані виставки, де ви можете знайти виробників, які мають відповідний досвід та сертифікати.
-
Реферали та мережі:
- Промислові зв’язки: Використовуйте свою професійну мережу. Запитайте колег, однолітків галузі чи консультантів за рекомендаціями на основі їх позитивного досвіду.
- Агенти/консультанти з пошуку: Досвідчені агенти з пошуку пошуку або консультанти з сильною присутністю та мережею в Китаї можуть надати неоціненну допомогу. Вони часто мають заздалегідь переглянуті списки надійних постачальників і можуть подолати культурні та комунікаційні прогалини.
Належна ретельність: Перевірка можливостей та досвіду постачальника:
Після того, як у вас є список потенційних партнерів, сувора ретельна ретельність є критичною. Не покладайтеся лише на онлайн -профілі.
-
Попросіть комплексну інформацію про компанію:
- Ліцензія на бізнес та реєстрація: Попросіть копію їх офіційної ліцензії на бізнес. Перевірте свою легітимність через офіційні урядові бази китайських урядових даних (наприклад, система публікації національної підприємницької інформації про кредитну інформацію - Necips). Це підтверджує, що вони є юридично зареєстрованою організацією.
- Сертифікати: Попросіть копії відповідних сертифікатів (ISO 9001, ISO 13485, IATF 16949 тощо) та перевірити їх справжність з органами, що видають, якщо це можливо.
- Експорт ліцензії: Переконайтесь, що вони мають необхідні ліцензії на експорт товарів з Китаю.
- Профіль компанії та історія: Зрозумійте їхні роки в бізнесі, розміру компанії, кількості працівників та основних ринків. Більш довга історія роботи часто вказує на стабільність.
-
Оцінка виробничих можливостей:
- Список обладнання: Попросіть детальний список їхніх машин, включаючи тонети, бренди та віки. Це вказує на їх здатність та здатність обробляти розмір частини.
- Можливості інструментів: Запитайте, чи є у них внутрішні можливості дизайну та виготовлення форм, чи вони передають аутсорсинг. Внутрішні інструменти часто забезпечують кращий контроль над якістю та часом.
- Виробничі потужності: Обговоріть їх щоденну/щомісячну виробничу потужність, що стосується обсягу вашого проекту.
- Матеріальний досвід: Підтвердьте свій досвід роботи з конкретними пластиковими матеріалами, які ви плануєте використовувати.
- Вторинні операції: Запитайте про їхні можливості щодо процесів після створення, таких як збірка, живопис, друк, ультразвукове зварювання тощо, якщо потрібно.
- Зразки частин: Попросіть зразки частин, які вони раніше формули (в ідеалі схожі за складністю або матеріалом до ваших). Це дає вам відчутне відчуття їх якості.
-
Оцініть системи контролю якості:
- Документація КМС: Попросіть їх посібник з системи управління якістю (КМС) або процедури, особливо пов'язані з оглядом вхідних матеріалів, контролем процесу та остаточним оглядом.
- Інспекційне обладнання: Запитайте про їх інструменти для огляду (CMM, супорти, датчики, оптичні компаратори).
- Простежуваність: Зрозумійте їх систему для відстеження матеріалів та виробничих партій.
- Управління дефектами: Як вони ідентифікують, документують та вирішують проблеми якості?
- Сторонні аудити: Подумайте про те, щоб найняти сторонню інспекційну компанію для проведення фабричного аудиту. Це забезпечує об'єктивну оцінку їхніх об'єктів, процесів та систем якості.
-
Перевірка фінансової стабільності (якщо можливо): Незважаючи на те, що важче отримати безпосередньо, фінансово стабільний постачальник має меншу ймовірність припинення роботи в середині проекту. Агент з пошуку або торгового кредитного агентства, можливо, зможе надати певну інформацію.
-
Список літератури: Запитайте посилання від існуючих або минулих міжнародних клієнтів та фактично зверніться до них, щоб дізнатися про їхній досвід щодо якості, доставки, спілкування та вирішення проблем.
Спілкування та культурні міркування:
Ефективна комунікація є першорядною для успіху та подолання потенційних проблем під час роботи з китайськими виробниками.
-
Мовні бар'єри:
- Володіння англійською мовою: У той час як багато китайських бізнес -фахівців розмовляють англійською мовою, рівень знання відрізняється. Використовуйте чітку, стислу мову. Уникайте сленгу, жаргону та надмірно складних речень.
- Письмове спілкування: Віддайте перевагу письмовому спілкуванню (електронна пошта, повідомлення WeChat), щоб забезпечити чітке запис про дискусії та рішення. Використовуйте точки кулі та пронумеровані списки для чіткості.
- Візуальні матеріали: Використовуйте 3D -моделі CAD, детальні 2D креслення з допусками, анотованими фотографіями та відео, щоб точно передати інформацію. "Картина варта тисячі слів" тут особливо вірна.
- Віддана контактна особа: Прагніть встановити стосунки з конкретною, англомовною контактною особою, яка відповідає за ваш проект.
-
Культурні нюанси:
- Гуансі (відносини): У Китаї відносини високо цінуються у бізнесі. Інвестувати час у створення довіри та зв'язку ("guanxi") може призвести до більш плавних операцій, більшої гнучкості та кращих результатів. Це може включати регулярне спілкування, виявляти повагу, а іноді навіть соціальні заняття.
- "Збереження обличчя" (Міанзі): Ця концепція має вирішальне значення. Китайська бізнес -культура часто уникає прямого "ні" або відкритого протистояння, щоб уникнути того, щоб змусити когось "втратити обличчя" (збентеження, втрата гідності чи репутацію).
- Наслідки: "Так" може іноді означати "можливо", "Я розумію питання" або "я спробую". Це не завжди гарантує спроможність або згоду.
- Стратегія: Будьте терплячі та підтвердьте розуміння. Задавайте відкриті запитання. Замість "Ви можете це зробити?", Спробуйте "Як ви досягнете X?" або "Які виклики ви передбачаєте з Y?" Шукайте детальні пояснення та діючі плани, а не просто просте твердження. Уникайте публічно критикувати або безпосередньо оскаржувати ваш контакт; Надайте зворотній зв'язок конструктивно та приватно.
- Ієрархія: Поважайте ланцюг командування. Рішення часто надходять з вище. Зрозумійте, хто такі рішення, і намагайтеся побудувати з ними залежність.
- Терпіння та довгостроковий вигляд: Побудова успішних виробничих відносин у Китаї часто потребує часу. Будьте терплячі, інвестуйте у відносини та зосередьтеся на довгостроковій взаємній вигоді, а не на суто транзакційних взаємодій.
- Стиль переговорів: Будьте готові до іншого стилю переговорів. Іноді початкові цитати можуть бути високими, очікуючи переговорів. Зосередьтеся на результатах безпрограшних виграшів.
Прототипування та інструменти
Перш ніж зануритися у масове виробництво, два критичні етапи в подорожі для лиття під тиском є прототипами та інструментами. Ці фази сприяють перевірці вашої конструкції, забезпечення виробництва та підготовки до ефективного, якісного виробництва.
Роль прототипування в ліпленнях впорскування:
Прототипування - це створення попередніх фізичних моделей вашого продукту або його компонентів. Для лиття ін'єкції прототипи виконують кілька життєво важливих функцій:
-
Валідація та вдосконалення дизайну:
- Форма, придатність та функція (FFF): Прототипи дозволяють фізично оцінити, чи правильні розміри, форма та функції вашої частини, якщо вона відповідає іншим компонентам у складі, і якщо він виконує призначену функцію в реальному середовищі.
- Раннє виявлення дефектів: Багато недоліків дизайну або питань, пов’язаних із складанням, ергономікою чи цілісністю структур, очевидні лише у фізичній моделі, а не на екрані. Ловити ці ранні заощаджують величезний час і коштують нижче за течією.
- Естетична оцінка: Прототипи забезпечують відчутне представлення зовнішності продукту, що дозволяє естетичні корективи, перш ніж виконувати дорогі інструментальні виробництва.
-
Ефективність витрат:
- Уникнення дорогої переробки: Модифікація готової виробничої форми надзвичайно дорога і трудомістка. Прототипізація визначає проблеми з дизайном наперед, що дозволяє проводити недорогі цифрові або швидкі коригування прототипу до розрізання форми. "Не вдається рано, провалюся дешево".
- Тестування матеріалу та процесів: Незважаючи на те, що часто не виготовляються з кінцевого виробничого матеріалу або з виробничою формою, прототипи можуть допомогти підтвердити аспекти поведінки матеріалу або виділити потенційні проблеми з формуванням.
-
Прискорений час до ринку: Впорядковуючи процес валідації проектування, прототипування допомагає зменшити загальні цикли розвитку продукту, що дозволяє швидше виводити ваш продукт на ринок.
-
Покращене спілкування та співпраця: Фізичний прототип служить універсальною мовою серед дизайнерів, інженерів, маркетингових команд та зацікавлених сторін. Це полегшує чіткіші дискусії, вирівнює очікування та гарантує, що всі знаходяться на одній сторінці про кінцевий продукт.
Методи прототипування (лиття попереднього вприскування):
У той час як "ліплення прототипу впорскування" (використовуючи алюмінієві або м'які сталеві інструменти для пробіжок з низьким обсягом), попередні етапи прототипування часто використовують інші методи:
- 3D -друк (виробництво добавок):
- Переваги: Надзвичайно швидкий, економічний для одиночних одиниць або дуже низьких обсягів, дозволяє складати складні геометрії, а ітеративні зміни дизайну швидкі.
- Недоліки: Властивості матеріалу, як правило, не повторюють фактичні смоли для лиття (наприклад, міцність, поверхнева обробка, теплові властивості), не придатні для великих обсягів і не можуть по -справжньому підтвердити сам процес формування впорскування. Найкраще для ранньої форми та перевірок.
- Обробка ЧПУ:
- Переваги: Може досягти високої точності, працює з більш широким спектром інженерних пластмас, які ближче до остаточних виробничих матеріалів.
- Недоліки: Дорожче і повільніше, ніж 3D -друк, особливо для складних деталей; Досі не повністю повторюють напругу/потік ліплення впорскування.
- Вакуумний кастинг (уретановий кастинг):
- Переваги: Добре для створення невеликих партіїв (10-50 одиниць) частин, які тісно імітують деталі, що формують впорскування, з точки зору зовнішнього вигляду та певних механічних властивостей, використовуючи силіконові форми з головного малюнка.
- Недоліки: Не фактичні матеріали для лиття впорскування, можуть мати обмеження розміру та складності частково, і є лише для дуже низького обсягу.
Розуміння витрат на інструментарію та терміну виконання (інструментарія для ін'єкційної форми):
Інструментарія або виготовлення цвілі - це найважливіша інвестиція у лиття введення. Розуміння його витрат та часів керівництва має вирішальне значення для планування та бюджетування проектів.
Витрати інструменту:
Як було обговорено в аналізі витрат, на витрати на цвіль впливає:
- Складність частини: Складні конструкції з тісними допусками, внутрішніми ознаками, підрізами (вимагають слайдів/підйомників) або тонкі текстури вимагають більш складних та дорогих конструкцій цвілі та процесів обробки (наприклад, EDM, різання дроту).
- Матеріал цвілі:
- Алюміній (наприклад, 7075-T6): Менш дорого, швидше машини, підходить для прототипування або низького обсягу виробництва (наприклад, від 1000 до 10 000 пострілів). Більш м'якше, так зношування може бути проблемою для великих обсягів.
- P20 сталь (заздалегідь): Поширений баланс витрат і довговічності, добре для виробництва середнього обсягу (наприклад, від 10 000 до 100 000 пострілів).
- Загартована сталь (наприклад, H13, S7, NAK80): Найдорожчий, але пропонує чудову твердість, стійкість до зносу та довголіття, необхідне для виробництва великого обсягу (наприклад, від 100 000 до мільйонів пострілів) та деталей, що вимагають тісних допусків або відмінних оздоблень поверхні.
- Кількість порожнин: Більше порожнин збільшують початкові вартість цвілі, але знижують витрати на частину шляхом прискорення виробництва. Форма 4-кайління буде дорожчою, ніж форма для однокімната, але буде виробляти деталі в чотири рази швидше.
- Гарячий бігун проти системи холодного бігуна: Системи гарячих бігунів є більш складними та дорогими для побудови, але усунення відходів бігунів і можуть скоротити час циклу, пропонуючи довгострокові заощадження для високого обсягу виробництва. Холодні форми бігуна простіші та дешевші вперед.
- Поверхнева обробка: Високозахисні або текстуровані обробки потребують більш хитромудрого полірування цвілі або травлення, додаючи до витрат.
- Розмір цвілі: Більші деталі потребують більшої форми, які споживають більше сталі і потребують більшого часу обробки.
- Накладні витрати та норма прибутку постачальника: Вони різняться між виробниками.
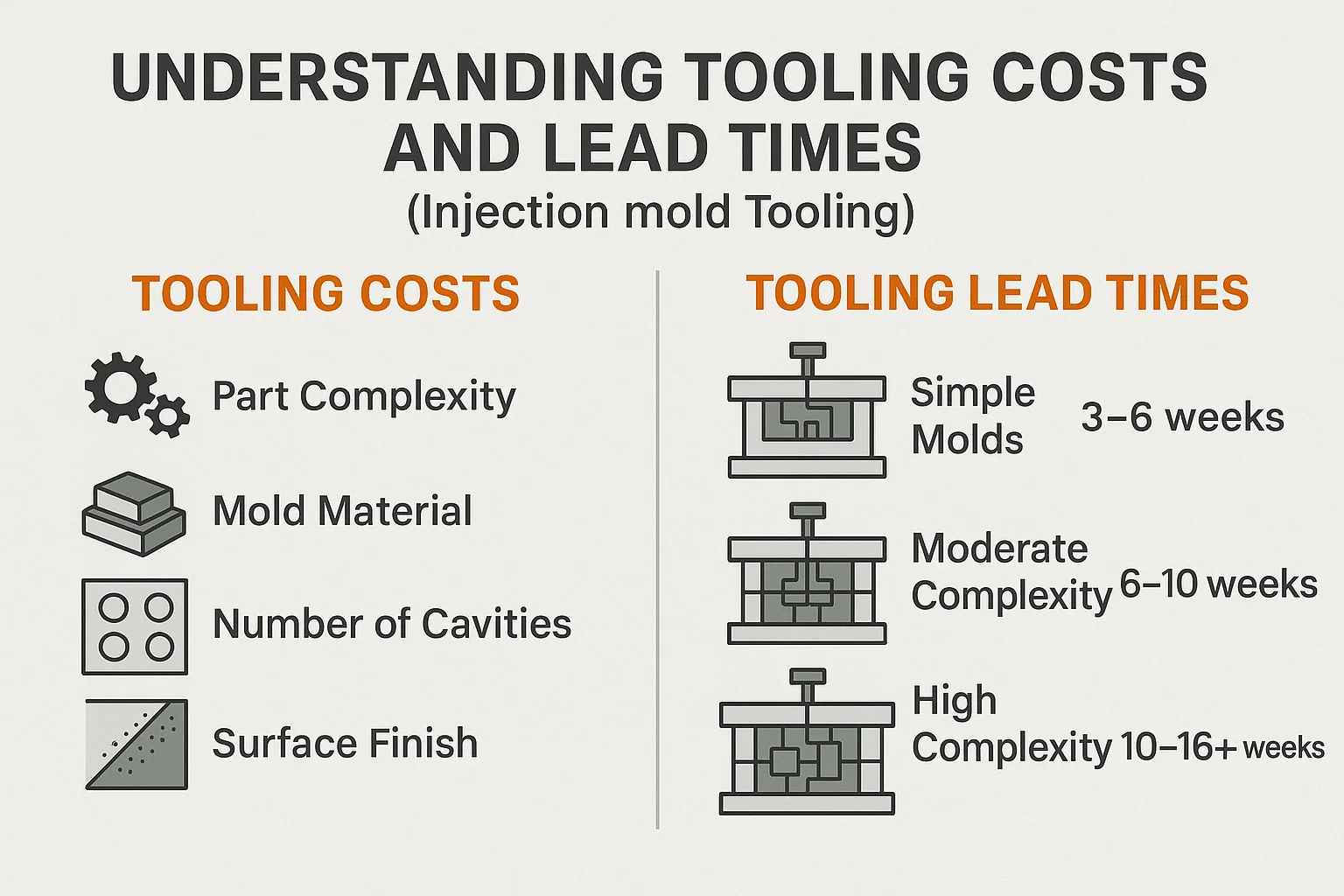
Інструментальні часи:
Час роботи для виготовлення цвілі в Китаї може значно відрізнятися на основі складності:
- Прості форми (одиночна порожнина, основна геометрія, алюміній/P20 сталь): Може варіюватися від 3-6 тижнів .
- Помірна складність (багатоповерхівка, деякі підрізки, P20 сталь): Типово 6-10 тижнів .
- Висока складність (мультизаводи, гарячий бігун, складні підрізки, загартована сталь): Може приймати 10-16 тижнів .
Ці часи виконання включають дизайн, придбання матеріалів, обробку, збірку та початкове тестування (випробування T0). Важливо отримати чітку шкалу часу від вашого постачальника та враховувати його у ваш загальний графік проекту. Затримки в інструментах безпосередньо впливають на ваш час на ринок.
Проектування для міркувань (DFM):
Проектування для виготовлення (DFM), яку часто називають дизайном для формальності в контексті лиття під тиском, є практикою оптимізації дизайну продукту, щоб зробити його простішим, економічнішим та надійнішим у виготовленні за допомогою конкретного процесу. Залучення DFM з вашим китайським партнером на початку фази дизайну є першорядним.
Ключові міркування DFM для лиття під тиском включають:
- Рівномірна товщина стіни:
- Принцип: Підтримуйте постійну товщину стіни по всій частині якомога більше.
- Чому: Нерівна товщина стіни викликає непослідовне охолодження та усадку, що призводить до таких дефектів, як викривлення, позначки (западини) та внутрішні напруги. Це також робить наповнення цвілі більш складними.
- Як: Якщо варіації неминучі, зробіть переходи поступовими (наприклад, використовуйте філе).
- Кути проекту:
- Принцип: Додайте легкий конус у всі вертикальні стіни (поверхні, паралельні напрямку відкриття форми).
- Чому: Дозволяє деталі легко викинути з форми без приклеювання, дряпання або деформу. Без достатнього проекту деталі можуть застрягти, вимагаючи надмірної сили викиду, яка шкодить як частині, так і цвіль.
- Рекомендація: Мінімум 0,5-1 градусів на сторону часто рекомендується для гладких поверхонь, з більшою кількістю (наприклад, 2-5 градусів), необхідних для текстурованих поверхонь або глибоких ознак.
- Радіуси та філе (округлі кути):
- Принцип: Уникайте різких внутрішніх і зовнішніх кутів. Натомість використовуйте щедрі радіуси (закруглені зовнішні кути) та філе (закруглені внутрішні кути).
- Чому: Гострі кути створюють концентрацію стресу (точки, де накопичується стрес), що може призвести до поломки частини під час викиду або у використанні. Вони також перешкоджають пластиковій потік, збільшують зношування цвілі і можуть бути важкими для машини. Філе сприяє більш плавному потоку матеріалу та зменшує напругу.
- Рекомендація: Внутрішній радіус в ідеалі повинен бути щонайменше в 0,5 рази більше товщини стінки, а зовнішній радіус у 1,5 рази перевищує товщину стінки.
- Мінімізація підрізів:
- Принцип: Підріз - це будь -яка особливість, яка заважає частині безпосередньо витягнути з форми вздовж напрямку відкриття (наприклад, отвір збоку, затискач, оснащена функція).
- Чому: Підвищення потребують додаткових, дорогих цвіжних механізмів, таких як слайди (бічні дії), підйомники або ядро, щоб дозволити викинути деталь. Вони додають у форму складності, вартості та обслуговування.
- Як пом'якшити:
- Перепроектування: Чи можна перемістити функцію або переробити, щоб відповідати напрямку відкриття форми?
- Суспільні/слайди: Якщо важливо, прийміть додаткову вартість та складність інструментів.
- Нахили: Для дуже маленьких, гнучких підрізів (наприклад, невеликих колючих особливостей) частина може трохи деформуватися, щоб "відштовхувати" функцію цвілі без побічної дії, але це потребує ретельного дизайну та вибору матеріалу.
- Розташування воріт:
- Принцип: Стратегічне розміщення воріт (де пластик потрапляє в порожнину форми) має вирішальне значення.
- Чому: Впливає на потік матеріалу, малюнок наповнення, потенціал для зварних ліній, слідів раковини та руйнування воріт (маленька позначка зліва там, де бігун видаляється).
- Міркування: Зазвичай розміщується в найгустішій частині деталі, щоб забезпечити належну наповнення та упаковку або в неосметичній області. Програмне забезпечення для аналізу потоку цвілі може імітувати оптимальне розміщення воріт.
- Розміщення шпильок викиду:
- Принцип: Розмістіть шпильки для викидів у областях, які не можуть поставити під загрозу естетику чи функціональності, в ідеалі на жорстких особливостях або там, де оцінки є прийнятними.
- Чому: Забезпечує плавне викидання без деформу або пошкодження деталі.
- Міркування: Переконайтесь, що достатньо штифтів викиду, особливо поблизу ребер або начальників, для рівномірно розподіляти силу викиду.
- Ребра та начальники:
- Принцип: Використовуйте ребра, щоб додати сили і жорсткості, не збільшуючи загальну товщину стінок. Начальники - це циліндричні виступи, які використовуються для монтажу, кріплення або розміщення.
- Чому: Ефективне використання матеріалу для структурної цілісності.
- Дизайн: Товщина ребер, як правило, повинна бути 40-60% від номінальної товщини стінки, щоб уникнути позначок раковини. Боси повинні бути розроблені з достатньою чернеткою та центральним центром для рівномірної товщини стінок.
- Допуски:
- Принцип: Вкажіть допуски лише настільки ж щільно, як функціонально.
- Чому: Дуже тісні допуски збільшують вартість цвілі, час інструменту, складність виробництва та витрати на огляд.
- Міркування: Обговоріть досяжні допуски з вашим виробником на основі матеріалу, розміру частини та типу цвілі.
Управління виробництвом та логістикою
Після того, як ваша форма буде доопрацьована та затверджена, і починається виробництво, фокус зміщується для нагляду за виробничим процесом та забезпечення ефективної, економічної доставки готових деталей. Управління виробничими термінами, доставкою та митницями може бути складним, але при належному плануванні та спілкуванні це керований процес.
![]()
Виробничі терміни та час відведення:
Розуміння факторів, що впливають на час виробництва, є важливим для встановлення реалістичних очікувань та планування вашого ланцюга поставок.
- Інструментальний час (як обговорюється): Це початковий, часто найдовший час. Після того, як форма буде завершена і підтверджена, фактичне виробництво частини може бути дуже швидким.
- Обсяг виробництва:
- Низький до середнього обсягу: Для менших пробіжок (наприклад, кілька тисяч до десятків тисяч частин) виробництво може бути завершено протягом декількох днів до пари тижнів, залежно від складності частини та кількості порожнин цвілі.
- Виробництво з високим обсягом/масою: Для сотень тисяч або мільйонів частин виробництво буде постійним процесом. Поки Час циклу за частину дуже швидко, загальний виробничий біг може тривати тижні або місяці. Виробники часто планують ваше виробництво на конкретних машинах та змінах.
- Частина складності та час циклу: Простіші частини з коротшими часом циклу, природно, будуть вироблятися швидше, ніж складні частини, що потребують більш тривалого охолодження або складних вторинних операцій.
- Наявність матеріалу: Переконайтесь, що обраний матеріал легко доступний, щоб уникнути затримок. Деякі спеціалізовані або матеріали власного кольору можуть мати довший час відведення від постачальника смоли до лиття на заводі.
- Вторинні операції: Якщо ваші частини потребують процесів після створення, таких як живопис, друк, збірка або спеціалізована упаковка, вони додадуть до загального часу виробництва. Переконайтесь, що вони враховуються до цитованої шкали.
- Процедури контролю якості: Ступінь та суворість інспекцій у процесі та остаточної якості також впливатимуть на загальний графік виробництва.
- Завдання завантаження та планування: Поточна черга виробництва та потужність виробника відіграватимуть значну роль. Завжди обговорюйте орієнтовні часи виконання з вашим постачальником та вимагайте детального графіку виробництва.
- Свята: Китайські національні канікули (особливо китайський Новий рік, Золотий тиждень та фестиваль Dragon Boat) можуть спричинити значні фабричні відключення та логістичні затримки. Плануйте свій графік виробництва навколо цих періодів.
Стратегії управління виробничими термінами:
- Чітке спілкування: Підтримуйте постійне та чітке спілкування зі своїм постачальником. Попросіть регулярні оновлення статусу виробництва, включаючи фотографії чи відео виробничої лінії.
- Детальний графік виробництва: Попросіть діаграму Ганта або детальну шкалу часу для кожного етапу виробництва.
- Ключові показники ефективності (KPI): Погодьтеся про конкретні KPI, такі як щоденний виробництво виробництва, частота дефектів та дати доставки.
- Попередня зустріч: Проведіть ретельну передвиробницьку зустріч (віртуальну або особисту), щоб переглянути всі технічні характеристики, стандарти якості та терміни до початку виробництва.
- Планування надзвичайних ситуацій: Завжди складайте час буфера у свій графік для несподіваних затримок (наприклад, дефіцит матеріалу, розбиття машин, проблеми якості, затримки доставки).
Міркування доставки та логістики при імпорті з Китаю:
Імпорт товарів з Китаю включає кілька кроків і вимагає ретельного планування, щоб ваша продукція надійшла безпечно, вчасно та в межах бюджету.
-
Incoterms (міжнародні комерційні умови): Це глобально визнані терміни, які уточнюють обов'язки покупців та продавців щодо доставки товарів за договорами продажу. Важливим для визначення того, хто платить за те, що і хто несе відповідальність на різних етапах доставки.
- Exw (ex твори): Покупець несе відповідальність за всі витрати та ризики з заводських воріт далі. Найдешевша ціна одиниці з фабрики, але найскладніша для покупця.
- Fob (безкоштовно на борту): Продавець (фабрика) несе відповідальність за доставку товару до названого порту відвантаження та завантаження їх на судно. Покупець припускає
- CIF (вартість, страхування та вантаж) / CFR (вартість та вантаж): Продавець платить за вартість транспорту та страхування (CIF) або просто транспорт (CFR) до названого порту призначення. Перекази ризику покупцеві, коли товари завантажуються на судно в порту походження. Менший контроль для покупця.
- DDP (доставлений мито сплачений): Продавець несе відповідальність за всі витрати та ризики, включаючи митне змивання та імпортне виконання, поки товари не будуть доставлені до визначеного покупця пункту призначення. Найзручніший для покупця, але ціна продавця буде вищою.
- Рекомендація: Для більшості підприємств, Футів є хорошим балансом, пропонуючи контроль за витратами, коли фабрика обробляє початкову ногу. Якщо ви новачок у імпорті, DDP пропонує простоту, але часто за більш високою вартістю передається постачальником.
-
Вибір методу доставки:
- Морський фрахт (океанський вантаж):
- Переваги: Більшість рентабельних для великих обсягів, важких або об'ємних товарів. Екологічно дружніший.
- Недоліки: Тривалий час транзиту (як правило, 3-6 тижнів до Північної Америки/Європи, плюс митний дозвіл). Менш гнучкий.
- FCL (повне навантаження на контейнер): Ви платите і використовуєте цілий контейнер для доставки (20 футів або 40 футів). Більшість рентабельних на одиницю для великих обсягів.
- LCL (менше, ніж навантаження на контейнер): Ваші товари поділяють контейнерний простір з іншими відправленнями. Економічно для менших обсягів, яких недостатньо для заповнення цілого контейнера, але часто з дещо довшим часом транзиту та обробки.
- Повітряний вантаж:
- Переваги: Найшвидший час транзиту (як правило, 3-7 днів). Ідеально підходить для термінових відправлень, товарів високої вартості або невеликих легких предметів.
- Недоліки: Значно дорожчий, ніж морський вантаж. Витрати ґрунтуються на вазі або об'ємній вазі, залежно від того, що більше.
- Експрес -кур'єр (наприклад, DHL, FedEx, UPS):
- Переваги: Найшвидший (1-5 днів), сервіс від дверей до дверей, часто обробляє митний дозвіл для вас. Ідеально підходить для зразків, прототипів або дуже малих, нагальних відправлень.
- Недоліки: Найдорожчі, непридатні для більших або важких поставок через вартість.
- Морський фрахт (океанський вантаж):
-
Вантажні експедитори:
- Роль: Вантажні експедитори - це експерти з логістики, які обробляють складності міжнародної доставки. Вони бронюють вантажний простір, готують документацію, керують митним дозволом та організовують внутрішній транспорт.
- Переваги: Спростіть процес, часто домовляються про кращі ставки за рахунок обсягу обсягу та надайте досвід роботи в рамках нормативно -правових актів.
- Рекомендація: Якщо ви не маєте значного досвіду та обсягу, настійно рекомендується використовувати авторитетний експедитор (або базується в Китаї, або у вашій країні).
-
Упаковка:
- Важливість: Правильна упаковка має вирішальне значення для захисту ваших деталей під час транзиту.
- Міркування: Використовуйте міцні коробки, відповідна внутрішня упаковка (наприклад, обгортання міхура, вставки з піни, власні лотки) для запобігання подряпин або пошкодження та забезпечення палетизації для більших відправлень. Очевидно, позначте всі коробки з інформацією про продукт, кількості та інструкціями щодо обробки.
Митниця та імпортні обов'язки:
Навігація митних норм та обчислення імпортних мита є критичною і часто складною частиною імпорту з Китаю.
-
Коди гармонізованої системи (HS):
- Важливість: Кожен продукт, імпортований на міжнародному рівні, класифікується за певним кодом HS. Цей код визначає відповідні імпортні обов'язки та положення в країні призначення.
- Дія: Працюйте зі своїм постачальником та/або фрахт -експедитором, щоб точно визначити правильний код HS для ваших пластикових деталей, що формуються. Неправильна класифікація може призвести до затримок, штрафів або неправильних платежів. Загальні коди HS для пластикових продуктів зазвичай починаються з глави 39 (пластмаса та їх статті).
-
Митна оцінка:
- Принцип: Обов'язки, як правило, розраховуються на основі "митної вартості" товарів, що зазвичай включає вартість товару, іноді вхідного вантажу та страхування, залежно від інкотерм.
-
Імпортні обов'язки (тарифи):
- Специфічний для країни: Ставки мита значно відрізняються залежно від країни -імпорту та конкретного коду HS.
- Торгові угоди: Перевірте, чи є у вашій країні угоди про вільну торгівлю (FTA) з Китаєм, які можуть зменшити або усунути обов'язки на певні товари.
- Додаткові тарифи: Будьте в курсі будь -яких додаткових тарифів, таких як тарифи розділу 301, накладені США на певні китайські товари (включаючи багато пластикових продуктів та інструментів). Це може значно збільшити вашу приземлену вартість. Станом на кінець 2024 року / середини 20125, ці тарифи все ще діють для багатьох пластикових товарів, що формуються в ін'єкції, та інструменту від Китаю до США. Важливо враховувати їх у своїх обчисленнях витрат.
- Дія: Зверніться до митного веб-сайту вашої країни (наприклад, USITC для Сполучених Штатів, свого Національного митного агентства) або митного брокера, щоб отримати найсучасніші тарифи на ваш конкретний код HS та країну походження.
-
Податок на додану вартість (ПДВ) / податок на товари та послуги (GST):
- Важливість: Більшість країн стягуватимуть ПДВ або GST на імпортні товари, як правило, обчислюються на митній вартості плюс будь -які обов'язки. Зазвичай це відновлюється підприємствами, зареєстрованими ПДВ.
-
Необхідна документація:
- Комерційний рахунок -фактура: Основний документ, що детально описує транзакцію, включаючи інформацію продавця/покупця, опис товару, кількість, ціна одиниці, загальну вартість та інкотерми.
- Список упаковки: Пункт вміст кожного пакету, включаючи ваги та розміри.
- Колонг (для морського вантажу) / Air Waybill (для повітряного вантажу): Договір перевезення та отримання товарів.
- Сертифікат походження: Підтверджує країну, де виготовляли товари, важливі для обов'язків та торговельних угод.
- Інші сертифікати: Залежно від продукту, вам можуть знадобитися матеріальні сертифікати, документи щодо дотримання безпеки (наприклад, CE, ROHS, FDA) або звіти про випробування.
-
Митні брокери:
- Роль: Ліцензовані професіонали, які спеціалізуються на митному оформленні. Вони готують та подають документацію, обчислюють обов'язки та спілкуються з митними органами від вашого імені.
- Переваги: Важливим для навігації складних митних норм, уникнення затримок та забезпечення дотримання. Настійно рекомендується, якщо у вас є внутрішня експертиза.

