
У динамічному світі виробництва попит на продукцію, яка є функціонально вищими, так і естетично приємними, призвів до значних інновацій. Сучасні компоненти часто повинні поєднувати кілька матеріалів - жорсткий пластик для конструкції, м'який еластомер для зчеплення або два різних кольори для брендингу - в одному безшовному дизайні. Незважаючи на те, що традиційні методи покладаються на окремі етапи виробництва та складання, з'явилося більш досконалене рішення для впорядкування цього процесу: 2-кратне ліплення.
Вступ до 2-кратного ліплення
Що таке 2-кратне ліплення?
По суті, 2 постріл впорскування ліплення (також відомий як двострім для лиття)-це високо спеціалізований виробничий процес, який виробляє один, готовий компонент з двох різних матеріалів за один, безперервний цикл формування. На відміну від традиційних методів, коли кілька частин формуються окремо, а потім збираються, 2-кратне формування поєднує ці етапи в одну ефективну роботу. Цей процес сприяє створенню деталей зі складними геометріями, інтегрованими ущільнювачами, різнокольоровою естетикою та посиленою функціональністю без необхідності вторинного складання.
Синоніми: Мультикотне ліплення та перенапруження
Хоча часто використовуються взаємозамінні, терміни Мультискольне ліплення і перенапруга мають чіткі значення, які важливі для розуміння.
-
Мультипробне ліплення: Це широка категорія, з якої 2-кратне лиття є найпоширенішою формою. Він стосується будь -якого процесу формування ін'єкцій, який використовує дві або більше окремих ін'єкцій різних матеріалів в одну форму для створення однієї частини. 3-кратний або 4-кратний процес також підпадає під цю парасольку.
-
Переповнення: Це конкретна методика, коли другий матеріал вводиться над попередньою частиною ("підкладка"). У той час як 2-пострільне лиття є типом перенапруження, термін також може описати процеси, де частина підкладки була виготовлена окремо і потім вручну або робототично розміщена у другу форму для кроку перенапруження. Ключова відмінність полягає в тому, що в справжньому 2-кратному процесі обидва матеріали формуються послідовно в межах одного машинного циклу, без того, як частина ніколи не залишає машину.
Основний огляд принципу та процесу
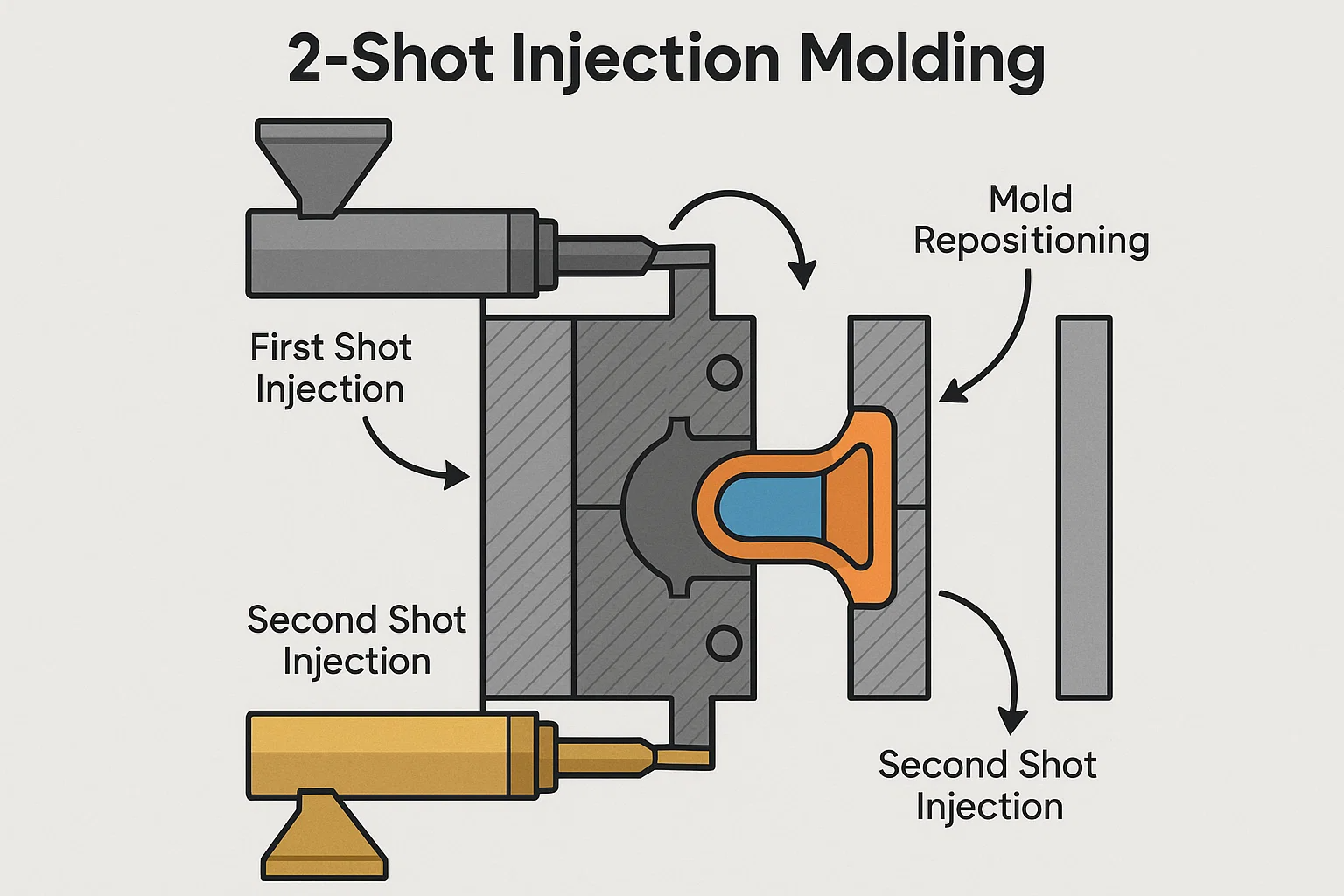
Основним принципом 2-ударного лиття ін'єкції є послідовне введення двох матеріалів у спеціально розроблену форму. Процес, як правило, дотримується цих ключових кроків:
-
Перший постріл: Перший матеріал (часто жорсткий пластик) вводиться в первинну порожнину форми.
-
Перестановка цвілі: Потім форма відкривається, а валика або серцевина обертає або передає новостворену першу частину на другу порожнину.
-
Введення другого пострілу: Другий матеріал (часто більш м'який пластик або різний колір) вводиться в нову порожнину, що протікає навколо і зв'язується з першою частиною.
-
Викидання: Після того, як другий матеріал охолоне та затвердіє, готова багатоматеріальна частина викидається з форми.
Ця безшовна інтеграція матеріалів призводить до високоякісної, довговічної зв'язку та готового продукту, який готовий до використання, усуваючи робочу силу та потенціал для помилок, пов'язаних з традиційним складанням.
Історія та еволюція
Походження 2-х пострілу ліплення слід назад до середини 20 століття, зумовлених необхідністю створення більш складних пластикових продуктів. Ранні методи часто були жорстокими та обмеженими можливостями як матеріалів, так і машин. Справжня еволюція процесу розпочалася з розробки спеціалізованих машин для лиття ін’єкцій, що містять обертові плати та технології ядра. Ці досягнення в поєднанні з постійними інноваціями в полімерних науках, які впроваджували більш широкий спектр сумісних матеріалів, перетворили 2-пострільне ліплення з нішевої техніки на широко прийняте, незамінне виробниче рішення для незліченних промислових промислових виробів.
Переваги 2 пострілу ліплення
Стратегічний вибір для використання 2 пострілу лиття ін'єкцій виходить за рамки простої технічної витонченості; Він забезпечує безліч відчутних переваг, які можуть різко вплинути на ефективність продукту, економічну ефективність та привабливість на ринку. Інтегруючи два окремих виготовлених етапів в єдиний безшовний процес, 2-кратне формування вирішує багато проблем, пов'язаних з мультикомпонентними продуктами.
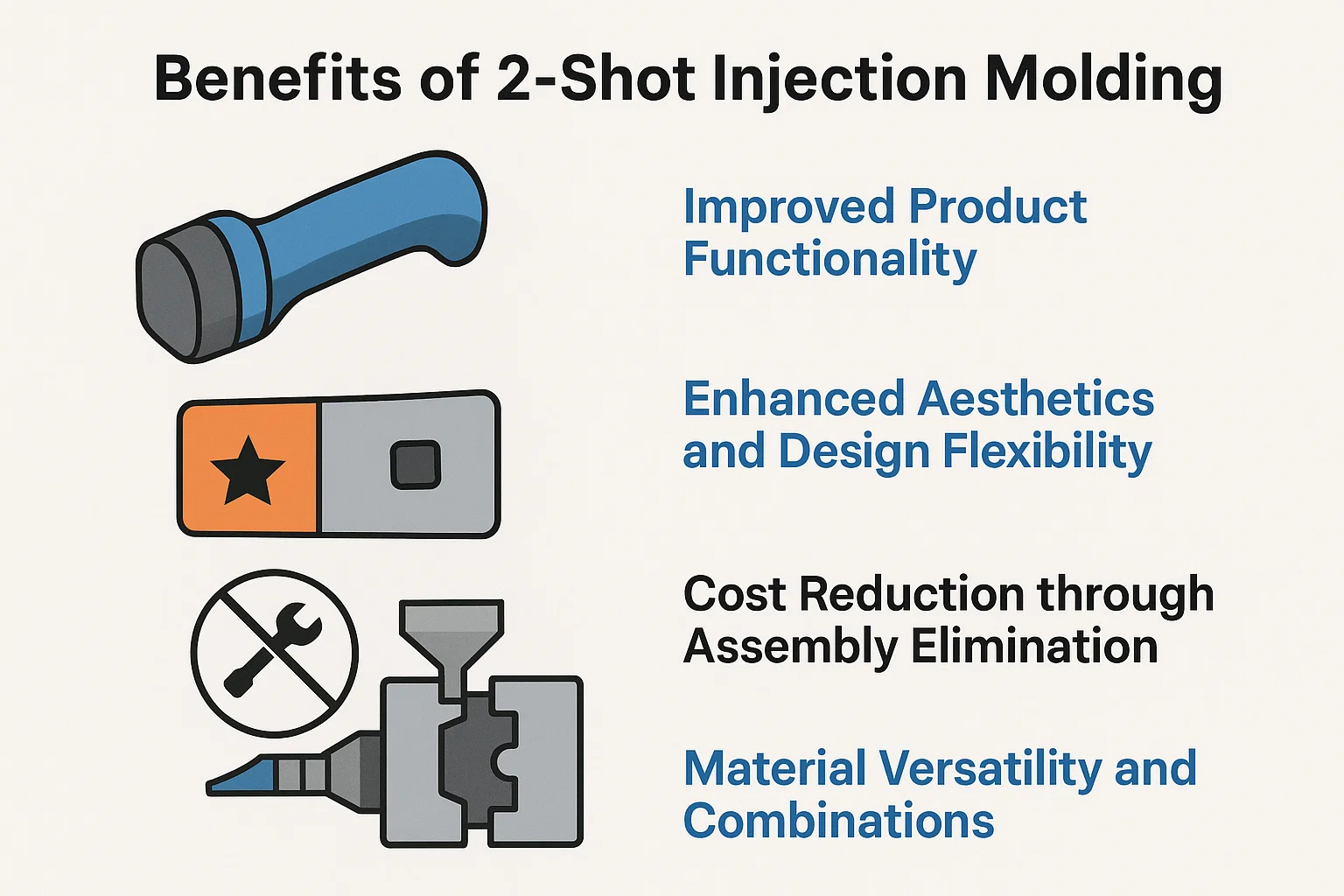
Вдосконалена функціональність продукту
Однією з найбільш значущих переваг 2-ударного формування є його здатність підвищувати функціональність продукту, поєднуючи матеріали з різними властивостями. Наприклад, жорстка термопластика може утворювати структурне тіло продукту, тоді як м'який термопластичний еластомер (TPE) переповнений на нього, щоб створити комфортне, не ковзаюче зчеплення. Ця методика є важливою для електроінструментів, побутової електроніки та медичних інструментів, де ергономіка та тактильне відчуття є критичними. Крім того, процес ідеально підходить для створення інтегрованих ущільнювачів, прокладок та живих петлей, які покращують довговічність, гідроізоляцію продукту та загальну продуктивність без необхідності окремих компонентів, які можуть з часом зазнати невдачі.
Посилена естетика та гнучкість дизайну
2-кратне лиття забезпечує неперевершену гнучкість дизайну, що дозволяє інженерам та дизайнерам реалізувати більш складні та візуально привабливі продукти. Вводячи два матеріали різного кольору в одну форму, процес може створити хитромудрі логотипи, брендинг або кольорові функції, які постійно пов'язані з частиною. Це виключає потребу в фарбуванні, друкованому майданчику або маркованню, яка може згасати або чіп. Можливість створювати різні текстури на одній поверхні - наприклад, як гладка глянсова обробка поруч із текстурованою матовою зчепленням - також піднімає сприйняту якість та естетичну цінність продукту.
Зниження витрат за допомогою усунення складання
Мабуть, найбільш переконливим діловим випадком для 2-х пострілів є значне зниження витрат, досягнуті шляхом усунення вторинної збірки. Традиційне виготовлення двоматеріальної частини потребує ліплення двох окремих шматочків, а потім вручну або робототехнічно з'єднувати їх за допомогою клеїв, гвинтів або інших кріплень. Цей багатоетапний процес додає значних витрат на оплату праці, вимагає додаткового обладнання та збільшує ризик помилок складання. Виробляючи готову багатоматеріальну частину в одному циклі формування, 2-х пострільне ліплення обходить ці витрати, що призводить до більшої лінії виробництва та менших витрат на одиницю.
Матеріальна універсальність та комбінації
2-кратне формування відкриває величезний світ матеріальних комбінацій, що дозволяє інженерам вибирати ідеальні властивості для кожної частини компонента. Процес не обмежується жорстким пластиком і м'яким зчепленням; Він може поєднувати дві різні жорсткі пластмаси, прозорий пластик з непрозорим або термопластикою з термозетним матеріалом. Ця універсальність дозволяє створювати частини з сильним, жорстким ядром та міцним, гнучким зовнішнім зовнішнім виглядом або компонентами як з електричною ізоляцією, так і з властивостями теплопровідності. Ключ - це вибір матеріалів, які є хімічно та термічно сумісними для забезпечення міцної, надійної зв'язку.
Підвищена ефективність виробництва
При консолідації декількох кроків до одного процесу, 2-кратне лиття ін'єкцій значно підвищує загальну ефективність виробництва. Часові та часто трудомісткі етапи складання, затвердіння або очікування висихання клеїв повністю видаляються з виробничого потоку. Це призводить до більш швидкого часу циклу від сировини до готового, придатного продукту. Упорядкований процес вимагає меншої кількості машин, менше фабричного простору підлоги та меншої робочої сили, які сприяють більш ефективній та вигідній виробничій операції.
2-кратний процес формування впорскування
Розуміння складної механіки 2-кратного формування є ключовим для оцінки його ефективності та точності. Незважаючи на те, що процес може здатися складним, це дуже контрольована послідовність подій, що призводить до єдиної ідеально інтегрованої частини. Нижче наведено детальний розрив покрокового процесу та основні методи, що використовуються для його досягнення.
Детальне покрокове пояснення
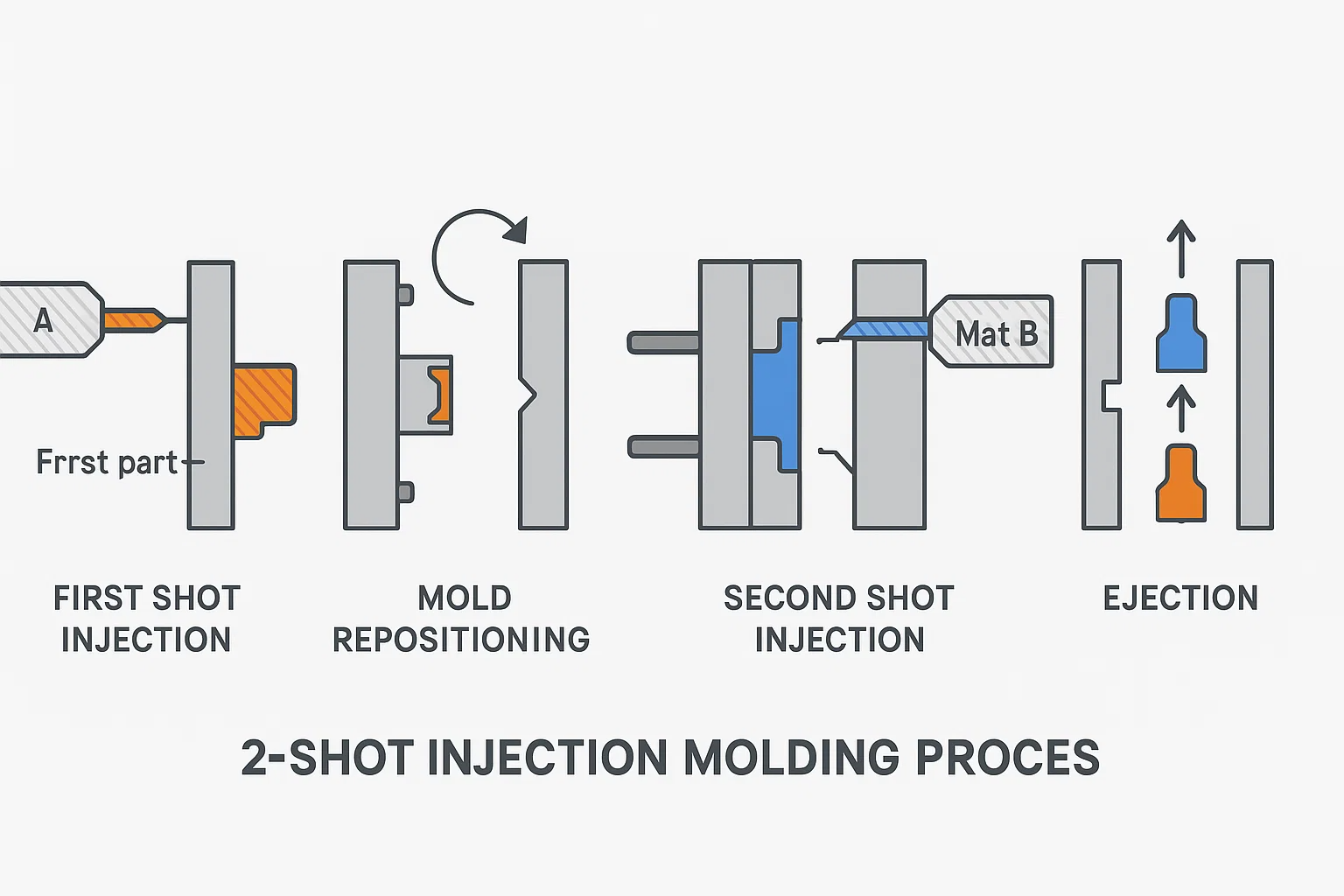
Подорож 2-ударної формованої частини починається з двох окремих ін'єкційних блоків, що живлять різні матеріали в єдину спеціалізовану форму. Процес розгортається як синхронізований цикл:
-
Перший постріл: Процес починається з введення першого матеріалу, часто жорсткого термопластичного (матеріалу А), в першу порожнину форми. Ця порожнина утворює серцевину або підкладку остаточної частини. Після того, як матеріал був введений і пройшов достатній час охолодження, перша частина затверджується.
-
Перестановка цвілі: Це найважливіша фаза циклу. Цвіль відкривається, і точний механізм перестає першу частину. Зазвичай це робиться одним із двох способів: або ротаційний валик форми виходить на 180 градусів, або трансферна система передає частину. Ключовим моментом є переміщення першого компонента на другу порожню порожнину, яка розроблена для її отримання. Одночасно перша порожнина представлена в перший блок для ін'єкцій, щоб розпочати новий цикл.
-
Введення другого пострілу: З першою частиною, що зараз надійно у другій порожнині, форма знову закривається. Потім другий блок ін'єкцій вводить другий матеріал (матеріал B), часто інший колір, м'якший еластомер або інший сумісний полімер, у простір, що оточує першу частину. Новий матеріал зв'язується з першою частиною, хімічно чи механічно, створюючи остаточний, інтегрований компонент.
-
Викидання: Після того, як другий матеріал охолоне та затвердіє, форма відкривається в останній час. Система викиду, як правило, шпильки, виштовхує готову двоматеріальну частину з форми. Цикл завершений, а машина готова розпочати новий.
Типи методів 2-кратного лиття
Хоча покроковий процес принципово однаковий, виробники використовують різні конфігурації машини та цвілі для досягнення бажаного результату. Три найпоширеніші методи:
-
Обертальне ліплення столу: Це найбільш поширений та ефективний метод. Валик машини оснащений обертовою таблицею, яка містить форму. Перший постріл зроблений з одного боку форми. Потім валик обертається, вирівнюючи першу частину з другою інжекційною одиницею, тоді як нова перша частина знімка одночасно формується з іншого боку. Це одночасне виробництво значно скорочує час циклу і ідеально підходить для виробництва з великим обсягом.
-
Основне ліплення спинки: Ця методика використовує розсувне ядро або рухома вставка в межах однієї форми. Після введення першого пострілу ядра ковзає назад, щоб створити простір для другого матеріалу. Потім другий матеріал вводиться в цю новостворену порожнину. Цей метод часто використовується для деталей із складними деталями, такими як інтегровані живі петлі або дуже невеликі компоненти, де механічна складність поворотного столу неможлива.
-
Передача ліплення: У цьому методі перша частина вводиться в одну форму, а робототехнічна рука або механічна система передачі фізично переміщує частину на окрему другу форму на одній машині. Ця методика є менш поширеною для стандартних 2-кратних застосувань, але може бути корисною, коли дві форми потребують різних сил затискання або якщо два постріли потрібно зробити на окремих машинах.
Матеріали, що використовуються в 2-кратному лицьовій формі
Успіх будь-якого 2-пострілу проекту для лиття під тиском залежить від ретельного вибору матеріалів. Два полімери повинні не тільки відповідати функціональним та естетичним вимогам кінцевого продукту, але й бути сумісним один з одним, щоб утворити міцний, тривалий зв’язок. У цьому розділі досліджуються типи комбінацій матеріалу та критичні критерії їх вибору.
Сумісні комбінації матеріалу
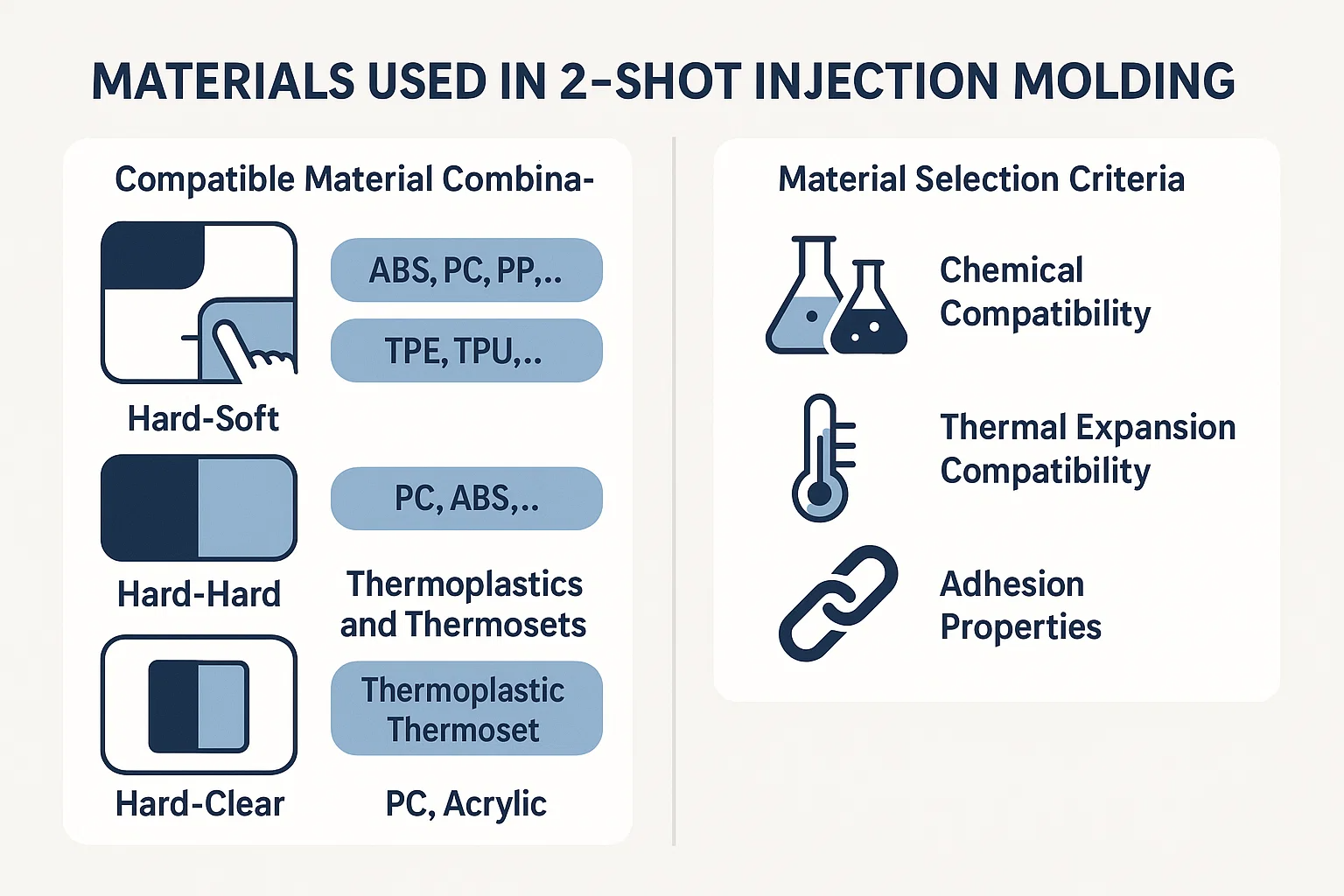
Універсальність 2-ударного лиття визначається широким діапазоном матеріальних пар, якими він може обробляти. Ці комбінації, як правило, класифікуються на основі властивостей матеріалів, що використовуються:
-
Жорсткі комбінації: Це найпоширеніше застосування 2-ударного лиття, де жорсткий основний матеріал поєднується з м'яким, податливим матеріалом. Жорсткий матеріал (наприклад,, ABS, полікарбонат (ПК), нейлон, поліпропілен (ПП) ) забезпечує структурну цілісність, тоді як м'який матеріал (наприклад,, Термопластичні еластомери (ТПЕ) або термопластичні поліуретани (ТПУ) ) забезпечує ергономічне зчеплення, водонепроникне ущільнення або поверхню м'якого дотику. Це ідеально підходить для таких продуктів, як ручки електроінструменту, ручки зубної щітки та медичні інструменти.
-
Жорсткі комбінації: Ця комбінація включає дві різні жорсткі пластмаси. Це може бути зроблено для поєднання конкретних властивостей, таких як формування сильних Полікарбонат (ПК) база з більш хімічно стійким Акрилонітрил бутадіен стирол (ABS) зовнішність. Це також використовується для поєднання двох різних кольорів одного і того ж матеріалу для брендингу або естетичних цілей, таких як чорний та білий шматок абс для кнопки панелі керування.
-
Термопластики та термозетки: Незважаючи на те, що менш поширені, певні спеціалізовані додатки можуть включати поєднання термопластики з термозетом або еластомеру. Це складний процес, який потребує ретельного контролю температури та тиску, оскільки термозетки безповоротно виліковуються при нагріванні.
-
Жорсткі комбінації: Це використовується для створення деталей з інтегрованими вікнами, легкими трубами або екранами дисплея, такими як корпус смартфона з чітким портом для об'єктива камери. Матеріали, як Акрил або Полікарбонат (ПК) часто використовуються для чіткого компонента завдяки їх оптичній чіткості та довговічності.
Критерії відбору матеріалів
Вибір правильних матеріалів для 2-х пострілу проекту передбачає ретельну оцінку декількох ключових властивостей. Успіх зв'язку та цілісність остаточної частини залежать від цих факторів:
-
Хімічна сумісність: Це найважливіший фактор. Для утворення сильної постійної зв'язку два полімери повинні бути хімічно сумісними, що дозволяє їх молекулам утворювати клейовий інтерфейс. Полімери з подібними хімічними композиціями або тими, які знаходяться в одному сімейному полімеру (наприклад, ПК та АБС), часто добре зв'язуються. І навпаки, матеріали різних сімей (наприклад, аморфний полімер, як ПК та кристалічний полімер, як ПП) часто мають погану хімічну адгезію, що призводить до розшарування.
-
Сумісність теплового розширення: Два матеріали повинні мати подібні коефіцієнти теплового розширення та порівнянні швидкості усадки. Коли готова частина охолоне у формі, кожен матеріал скоротиться. Якщо їх швидкість усадки різко відрізняється, це може спричинити внутрішні напруги, що призводить до викривлення, розтріскування або слабкої зв'язку на інтерфейсі. Ретельний вибір матеріалу та дизайн цвілі є важливими для компенсації цих відмінностей.
-
Властивості адгезії: Зв'язок між двома матеріалами може бути хімічним або механічним. хімічний зв’язок - пряме молекулярне з'єднання, утворене на інтерфейсі. механічний зв’язок створюється, коли другий матеріал надходить у підріз, ребра чи інші функції, сформовані в першу частину, створюючи фізичне блокування. Найкращі 2-постріли конструкції часто використовують як хімічну, так і механічну адгезію, щоб забезпечити найсильніший можливий зв’язок, навіть під напругою. Вибір матеріалів повинен враховувати, наскільки добре два полімери дотримуватимуться в конкретних умовах обробки.
Міркування дизайну форми для 2-х пострілу ліплення
Успіх 2-ударного проекту для лиття ін'єкції суттєво пов'язаний з точністю та складністю його дизайну форми. Форма є центральним компонентом процесу, і його інженерія диктує якість, цілісність та остаточну естетику продукту. Розробка двострім форми набагато складніша, ніж проектування форми з одноразовою, оскільки вона повинна функціонувати як дві форми в одній, вміщуючи два окремі процеси введення.
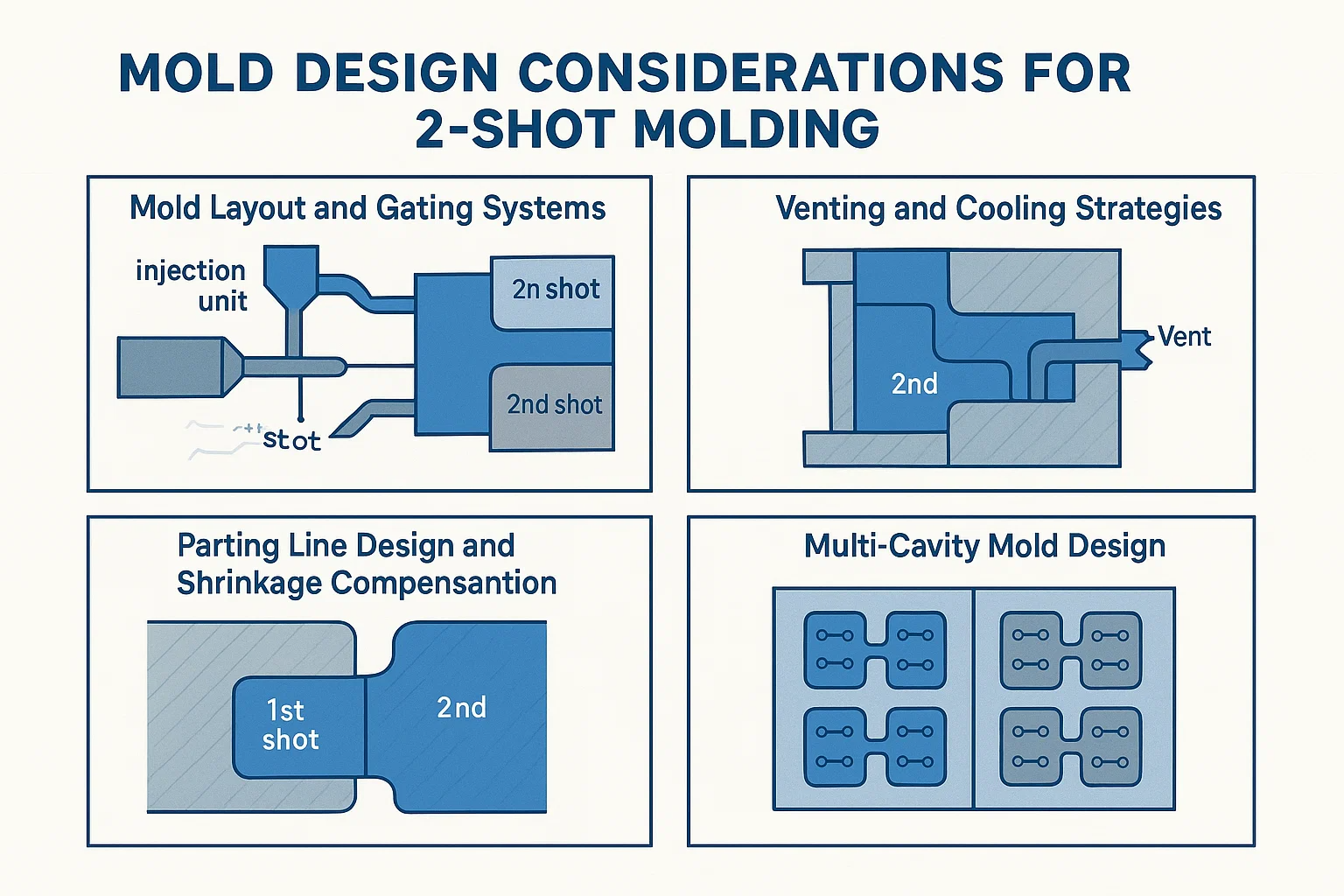
Системи планування та решітки
Потрібно встановити 2-кратну форму, щоб містити два чіткі набори порожнин: один для першого пострілу та один для другого. З система збору - канали, які спрямовують розплавлений пластик у порожнини - є критичною частиною цієї конструкції. Існує дві окремі системи решітків, кожне з яких подається від власного підрозділу впорскування. Конструкція повинна гарантувати, що кожен матеріал спрямований на призначену порожнину без перехресного забруднення.
-
З Перший удар воріт направляє початковий матеріал у його порожнину.
-
З Ворота другого пострілу розміщується, щоб другий матеріал протікав над або навколо першої частини. Ця система решітки повинна бути ретельно розміщена, щоб запобігти пошкодженню попереднього першого пострілу та забезпечення повного та рівномірного заповнення порожнини другого пострілу.
Стратегії вентиляції та охолодження
Ефективний вентиляція має вирішальне значення для всіх ліплення ін'єкцій, але воно стає ще більш критичним для 2-х пострілів. Оскільки другий матеріал вводиться навколо першої частини, повітря може легко потрапляти в невеликі кишені, що призводить до таких дефектів, як опікові сліди, короткі постріли або неповні зв’язки. Конструкція форми повинна включати стратегічно розміщені отвори, щоб це повітря дозволило уникнути.
Добре розроблений система охолодження також є важливим для підтримки якості частини та оптимізації часу циклу. У 2-пострільній формі канали охолодження повинні бути розроблені для достатньої частини першої частини, перш ніж другий постріл буде введено. Якщо перша частина занадто гаряча, другий постріл може виключити або розтопити її. Правильне охолодження забезпечує рівномірну температуру по всій формі, що є життєво важливим для стабільності розмірності та запобігання дефектам, як викривлення.
Дизайн лінії розставання та компенсація усадки
З лінія розлуки там, де зустрічаються дві половини форми. Для 2-х пострілу лілінг ця лінія повинна бути ретельно розроблена для того, щоб забезпечити щільне ущільнення на двох різних етапах. Лінія розлуки для порожнини другого пострілу повинна ущільнюватися проти першої частини, щоб запобігти проникненню другого матеріалу в небажані ділянки. Для цього потрібна виняткова точність, щоб уникнути миготіння (матеріал витікає з форми).
Компенсація усадки є ще одним важливим завданням. Усі пластмаси скорочуються, коли вони охолоджуються, але два різні матеріали, що використовуються в 2-кратній частині, матимуть різні швидкості усадки. Дизайнер цвілі повинен враховувати цю диференційовану усадку. Якщо не належним чином компенсовано, остаточна частина може зазнати викривлення, внутрішнього стресу або розшарування, що призводить до слабкої зв'язку та дефектного продукту.
Дизайн цвілі з мультиволітацією
Для виробництва з великим обсягом 2-кратні форми можуть бути розроблені з декількома порожнинами для отримання декількох частин на цикл. Це значно підвищує ефективність, але також додає шару складності конструкції форми. Системи бігунів для обох пострілів повинні бути ретельно збалансовані, щоб забезпечити рівномірно та одночасно всі порожнини. Це запобігає різниці якості частково від однієї порожнини до іншої. Незважаючи на те, що багатократна форма з багатосливи має значно більшу початкову вартість, довгострокова економія часу виробництва та праці робить його економічно вигідним рішенням для масового виробництва.
Застосування 2 пострілу ліплення
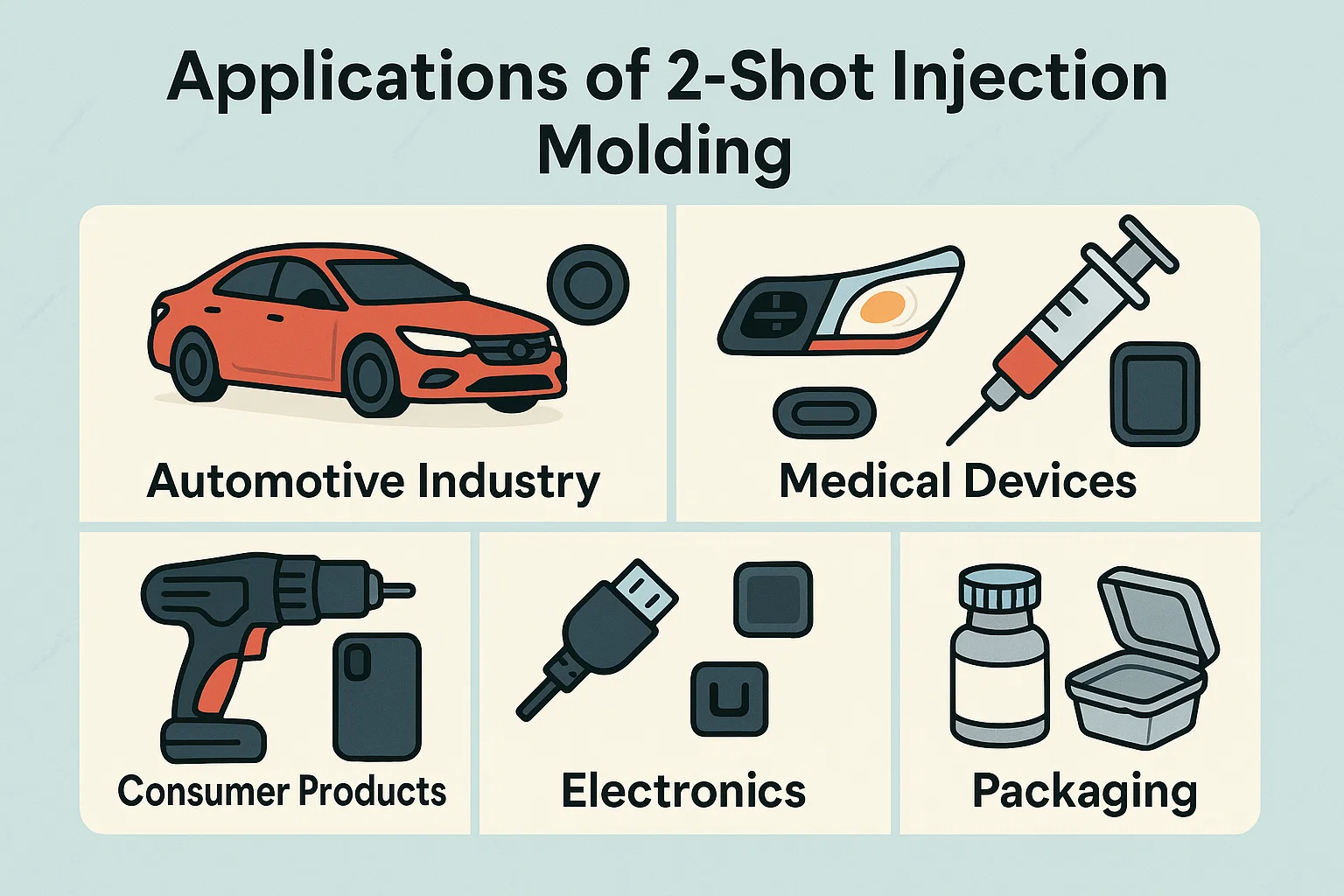
Унікальне поєднання функціональності, естетики та ефективності, що пропонується за допомогою 2-кратного лиття ін'єкцій, робить його кращим методом виготовлення в широкому спектрі галузей. Його здатність створювати єдину багатоматеріальну частину в одному циклі вирішила складні проблеми з дизайном та складанням, що призводить до підвищення якості та продуктивності продукції в наступних секторах.
Автомобільна промисловість
Автомобільний сектор сильно покладається на 2-кратне формування як для внутрішніх, так і для зовнішніх компонентів. Він використовується для створення деталей, які є і довговічними, і тактильними.
-
Внутрішні компоненти: Загальноприйнято знаходити 2-кратні деталі в інтер'єрах транспортного засобу, таких як Кнопки приладної панелі , вентиляційні отвори та ручки перемикання передач. Жорсткий пластик забезпечує жорстку структуру та кріплення, тоді як еластомер з м'яким дотиком створює преміум-відчуття та ергономічне зчеплення, зменшуючи шум і вібрацію.
-
Зовнішні компоненти: Для зовнішніх частин використовується 2-кратне лиття для корпуси фари та заднього світла з інтегрованими, водонепроникними ущільнювачами. Він також використовується для створення складних бічних дзеркальних вузлів або складних конструкцій решітки, що поєднують два різні кольори або обробку.
Медичні пристрої
У медичній галузі точність, гігієна та надійність є першорядними. 2-кратне лиття має важливе значення для отримання високоякісних, стерильних та функціональних пристроїв.
-
Хірургічні інструменти: Ручки багатьох хірургічних інструментів та інструментів мають 2-кратну форму. Жорсткий полімер забезпечує міцне, автоклавне серцевину, тоді як м'який дотик, ергономічний зчеплення покращує контроль хірурга і зменшує втому вручну.
-
Системи доставки наркотиків: Шприци , інгалятори та інші пристрої доставки наркотиків часто використовують 2-кратне ліплення для створення Інтегровані ущільнювачі та прокладки , забезпечення вмісту залишається стерильним і що пристрій правильно функціонує без витоків.
Споживча продукція
Від побутових гаджетів до особистої електроніки, 2-кратне лиття підвищує досвід користувачів за рахунок вдосконаленої ергономіки та довговічності.
-
Електроінструменти: Це класичний додаток. Проблеми електроінструменту мають жорсткий структурний корпус, як правило, виготовлений з нейлон або ПК , переповнений TPE або TPU зчеплення. Це забезпечує зручну, не ковзаючу поверхню, стійку до впливу та хімічних речовин.
-
Корпуси мобільного телефону: Багато корпусів з високим класом-2-кратні формовані, поєднуючи жорсткий скелет полікарбонату для структурного захисту з ударним бампером TPU, щоб захистити від крапель.
Електроніка
Електроніка потребує точних частин, часто з інтегрованою герметичністю або складними тактильними ознаками.
-
Роз'єми: Для створення використовується 2-кратне лиття герметичні роз'єми і інтегроване полегшення деформації на кабелях, що робить їх водонепроникними та міцнішими.
-
Кнопки: Це ключовий процес для створення Кнопки дистанційного керування і клавіші клавіатури . Жорстке внутрішнє ядро забезпечує тверде відчуття, в той час як для верхньої поверхні використовується м'який або прозорий матеріал, що дозволяє тактильне відчуття або підсвічування.
Упаковка
У промисловості упаковки 2-кратне лиття використовується для створення функціональних та привабливих контейнерів та закриття.
-
Закриття: Багато ковпачків пляшок і закриття-2 постріл, формуються з Інтегрована печатка . Твердий пластик утворює ковпачок, тоді як м'який дотик еластомер з внутрішньої сторони створює герметичне ущільнення без необхідності окремої прокладки або вкладиша.
-
Контейнери: Він використовується для спеціалізованих контейнерів, які потребують як жорсткої структури, так і гнучкої кришки або ущільнення.
Переваги та недоліки 2 пострілу ліплення
Як і будь-яка вдосконалена техніка виготовлення, 2-кратне лиття для ін'єкцій пропонує унікальний набір переваг та недоліків. Чітке розуміння цих компромісів є важливим для визначення того, чи підходить процес для певного продукту.
Переваги
-
Зменшені витрати на збірку: Однією з найбільших переваг є усунення вторинних зборів. Створюючи готову багатоматеріальну частину в одному циклі формування, процес видаляє потребу в ручній праці, клеї, гвинтів чи інших кріплень, що призводить до значної економії витрат та часу.
-
Покращена якість продукції: Інтегрований характер 2-х пострілу ліплення призводить до чудового продукту. Молекулярний або механічний зв’язок, створений між двома матеріалами, сильніший і довговічніший, ніж звичайний зібраний суглоб, усуваючи ризик того, що деталі з часом стають вільними або брязкальними.
-
Розширені можливості дизайну: Процес дозволяє робити творчі та складні конструкції, які неможливі з одноразовим ліпленням. Дизайнери можуть поєднувати різні кольори, текстури та властивості матеріалу (наприклад, жорстке структурне тіло з м'яким дотиком, ергономічним зчепленням) в один безшовний компонент.
-
Краще зчеплення та ергономіка: Для споживчих, медичних та промислових продуктів здатність перенести м'який тактильний еластомер на тверду пластикову поверхню є ключовою перевагою. Це покращує зчеплення користувача, покращує комфорт і може забезпечити рівень безпеки, який не можна досягти за допомогою одного матеріалу.
Недоліки
-
Вища початкова вартість цвілі: Найбільш суттєвим недоліком є висока передова вартість форми. 2-кратна форма набагато складніша, ніж стандартна форма, яка містить подвійні порожнини, обертовий механізм спинки, що обертається, та заплутані системи охолодження та решітки, які суттєво збільшують свої проектні та виробничі витрати.
-
Складна конструкція форми: Дизайн та інженерія 2-кратної форми потребує спеціалізованого досвіду. Це складний процес, який повинен враховувати унікальні властивості двох різних матеріалів, включаючи їхню усадку, хімічну сумісність та температуру обробки. Ця складність може розширити фази проектування та прототипування.
-
Більш довгі часи циклу (потенційно): Незважаючи на те, що більш ефективно, ніж окреме ліплення та складання, час циклу для 2-х пострілів може бути трохи довше, ніж одноразова частина. Машина повинна завершити дві окремі фази впорскування та охолодження, які можуть додати до загального часу виробництва, особливо для менш складних частин.
-
Проблеми з сумісністю: Вибір дизайнера матеріалів обмежується комбінаціями, які є хімічно та термічно сумісними. Не всі полімери можуть утворювати міцний зв’язок, а використання несумісних матеріалів може призвести до розшарування, викривлення та ослабленого продукту.
Аналіз витрат на 2 постріли ліплення
Рішення про використання 2-кратного лиття для ін'єкцій часто є стратегічним, що врівноважує більшу початкову інвестицію від значних довгострокових заощаджень та переваг продукту. Ретельний аналіз витрат повинен враховувати всі етапи виробництва, а не лише початковий інструмент.
Фактори, що впливають на вартість
-
Складність цвілі: Найбільш вагомим фактором, що сприяє вартості 2-ударного лиття, є сама форма. 2-кратна форма-це дуже складний інженерний фрагмент, який містить два набори порожнин, обертова валика або човен та складні канали охолодження та решітки. Для цього потрібна спеціалізована експертиза та точна обробка, що робить початкову вартість форми значно вищими, ніж у звичайної форми з одношкрутом.
-
Матеріальні витрати: Використання двох різних матеріалів може вплинути на загальні витрати, особливо якщо один є преміальним термопластичним еластомеру (TPE) для зчеплення з м'яким дотиком або високоефективного інженерного полімеру. Вартість за фунт цих матеріалів може бути вища, ніж у стандартної одноразової смоли.
-
Обсяг виробництва: 2-кратне лиття-це процес, призначений для Виробництво . Висока передова вартість інструментів найбільш ефективно амортизується понад сотні тисяч або навіть мільйонів частин. Для виробництва низького обсягу вартість на частину залишається надмірно високою, що робить традиційне лиття та збірку більш економічно вигідним вибором.
-
Час циклу: У той час як 2-кратний цикл довший, ніж один знімальний цикл, його ефективність полягає у виробництві готового продукту за один раз. Час циклу є критичним фактором у визначенні вартості за частину, оскільки він диктує пропускну здатність машини. Добре розроблена 2-пострільна форма з збалансованим часом циклу може бути набагато вигіднішою, ніж багатоетапний процес складання.
Аналіз витрат і вигод: Коли вибирати 2-кратне лиття
Рішення обрати 2-кратне лиття повинно базуватися на Загальна вартість власності розрахунок. Ви повинні вибрати 2-кратну ліплення, коли заощадження від усунення вторинної збірки переважають більш високу вартість інструментів.
Розглянемо 2-кратне ліплення, коли ваш продукт:
-
Вимагає складної збірки: Якщо ваш продукт в іншому випадку потрібно буде вручну склеювати, накрутити або запечатати після формування, витрати на робочу силу та матеріали, ймовірно, виправдовують 2-кратний процес.
-
Вимагає вищої якості та естетики: Для продуктів, де ідеально інтегрований зв’язок, ергономічний зчеплення або двоколірна естетика є критично важливим для ідентичності бренду та задоволеності клієнтів, 2-кратне формування-ідеальний вибір.
-
-це продукт з великим обсягом: Як правило, якщо обсяги виробництва досить високі, вартість форми може бути розповсюджена на величезну кількість одиниць, що робить вартість на частину значно нижчою, ніж зібрана альтернатива.
Початкові витрати-це бар'єр, але для правильного застосування, довгострокові скорочення витрат у поєднанні з продуктом більш високої якості роблять 2-кратну ліплення відмінними інвестиціями.
Контроль якості в 2-кратному лицьовій формі
Враховуючи складність 2-ударного лиття ін'єкцій, суворий контроль якості має важливе значення для того, щоб кінцевий продукт відповідав як функціональним, так і естетичним специфікаціям. Моніторинг та запобігання загальних дефектів є ключовою частиною процесу.
Поширені дефекти та як їм запобігти
-
Розшарування: Це розділення двох матеріалів на їх інтерфейсі. Це часто викликається недостатньою хімічною або тепловою сумісністю або неправильними параметрами процесу, як низька температура розплаву або недостатній тиск. Профілактика передбачає вибір сумісних матеріалів, оптимізації температури впорскування та забезпечення того, щоб розплав другого пострілу досить гарячий, щоб створити міцну зв’язок з поверхнею першого пострілу.
-
Викривлення: Деформація або скручування деталі, як правило, викликана нерівномірним охолодженням або значною різницею у швидкості усадки двох матеріалів. Щоб запобігти викривленню, дизайнери повинні вибирати матеріали з подібними тепловими властивостями та забезпечити збалансовану систему охолодження форми для охолодження всіх ділянок частини рівномірно.
-
Позначки мийки: Це невеликі поглиблення на поверхні частини. У 2-х пострільному ліпанні вони часто зустрічаються в районах, де другий матеріал товстий і стискається, коли він охолоджується, тягнучи на перший матеріал. Їх можна запобігти збільшенням тиску упаковки, продовженням часу утримування та ретельно проектування деталі, щоб уникнути великих товстих секцій.
-
Слабкий зв’язок: Це загальний термін для зв’язку, який не вдається під стресом. Це може бути спричинене забрудненням на поверхні першої частини (наприклад, від агентів вивільнення цвілі), неправильних температур розплаву або недостатнього часу, щоб другий матеріал збивався з першим. Профілактика передбачає підтримку чистого виробничого середовища, забезпечення оптимальних параметрів процесу, а іноді навіть використання руйнівного тестування для перевірки міцності зв’язку.
Техніки та обладнання для перевірки
-
Візуальний огляд: Як перша лінія оборони, підготовлені технічні працівники візуально оглядають кожну частину на наявність косметичних дефектів. Сюди входить перевірка кольорових варіацій, позначки мийки, спалах (надлишок матеріалу) або будь -які ознаки розшарування.
-
CMM (координат вимірювальної машини): Для розмірної точності використовується CMM. Ця точна машина використовує зонд для високоточних вимірювань геометрії частини, гарантуючи, що всі функції знаходяться в межах зазначених допусків. Це особливо важливо для 2-х пострілів, де два матеріали повинні ідеально інтегруватися.
-
Деструктивне тестування: Щоб безпосередньо перевірити міцність зв’язку між двома матеріалами, невеликий зразок деталей піддається руйнівним випробуванням. Це може включати розтягування двох матеріалів у тесті на розтяг, скручування деталі або тест на удар. Цей метод підтверджує, що зв’язок є достатньо сильним, щоб відповідати вимогам продуктивності та довговічності продукту.
Майбутні тенденції в 2-кратному лицьовій формі
2-кратна ін'єкційна форма для лиття перебуває у постійному стані еволюції, керована технологічним прогресом та зростаючим попитом на більш складне, ефективне та стійке виробництво. Майбутнє процесу буде формуватися за допомогою декількох ключових тенденцій, які обіцяють покращити його можливості та інтелект.
Удосконалення матеріалів
Розвиток нових полімерів є критичною тенденцією. Виробники та вчені з матеріалів зосереджуються на створенні спеціалізованих матеріалів, які пропонують розширені властивості та нові функціональні можливості. Це включає Біо-на основі та перероблені полімери Для вирішення проблем з стійкістю, а також нових еластомерів та інженерних пластмас із чудовими характеристиками. Ці матеріали запропонують більш сильні хімічні зв’язки, більш високу температуру та більш точний тактильний (гаптичний) зворотний зв'язок, що ще більше розширює застосування 2-кратного ліплення.
Автоматизація та робототехніка
Автоматизація вже є невід'ємною мовою ліплення, але вона стає більш складною. Наступна хвиля інновацій побачить роботів та спільних роботів (коботів), що виконують більш складні завдання, що перевищують просте видалення частини. Це включає Зберігаючі збори вставки, автоматизованих перевірок якості та складної обробки частин. Ця збільшена автоматизація зменшить витрати на оплату праці, покращить консистенцію виробництва та дозволить виробляти світло, де машини можуть працювати без нагляду людини.
Програмне забезпечення для моделювання та оптимізації
Використання розширеного програмного забезпечення революціонує процес проектування форми. Зараз інженери використовують потужні Програмне забезпечення для моделювання Для моделювання весь 2-кратний цикл формування. Це дозволяє їм передбачити та запобігти поширеним дефектам, такими як викривлення, слабкі зв’язки або нерівномірне наповнення до виготовлення форми. Оптимізуючи конструкції цвілі та практично параметри обробки, виробники можуть значно зменшити потребу в дорогих фізичних прототипах, що призводить до більш швидких циклів розвитку продукту та більш високого рівня успішності вперше.
Промисловість 4.0 Інтеграція
Інтеграція 2-ударного формування в Розумна фабрика Екосистема (промисловість 4.0) є головною тенденцією. Машини оснащені датчиками, які збирають дані в режимі реального часу щодо температури, тиску та інших критичних змінних процесів. Потім ці дані вводяться в центральну систему для аналізу, що дозволяє прогнозувати технічне обслуговування, оптимізоване використання енергії та автоматизовані коригування процесу. Цей рівень підключення та аналіз даних дозволяє переходити від реактивного до активного виробництва, забезпечуючи послідовну якість продукції та максимальну ефективність роботи.

