
Ядро цвілі проти порожнини цвілі: розуміння ключових відмінностей у лицьовій формі
Вступ до ядрів цвілі та порожнини цвілі
Мовгання ін'єкції - це наріжний камінь сучасного виробництва, який використовується для виготовлення величезного масиву пластикових продуктів, від панелей автомобілів до ковпачків для пляшок. Це точний процес, коли розплавлений пластик вводиться у форму, щоб утворити потрібну форму. Якість та точність остаточної частини майже повністю залежать від проектування та побудови самої цвілі.
Типова форма для ін'єкцій складається з двох первинних половин: ядро цвілі і порожнина цвілі . Разом ці дві половини формують повну форму деталі. Поки вони працюють в тандемі, кожен з них має чіткі функції та характеристики.
Що таке ядро цвілі?
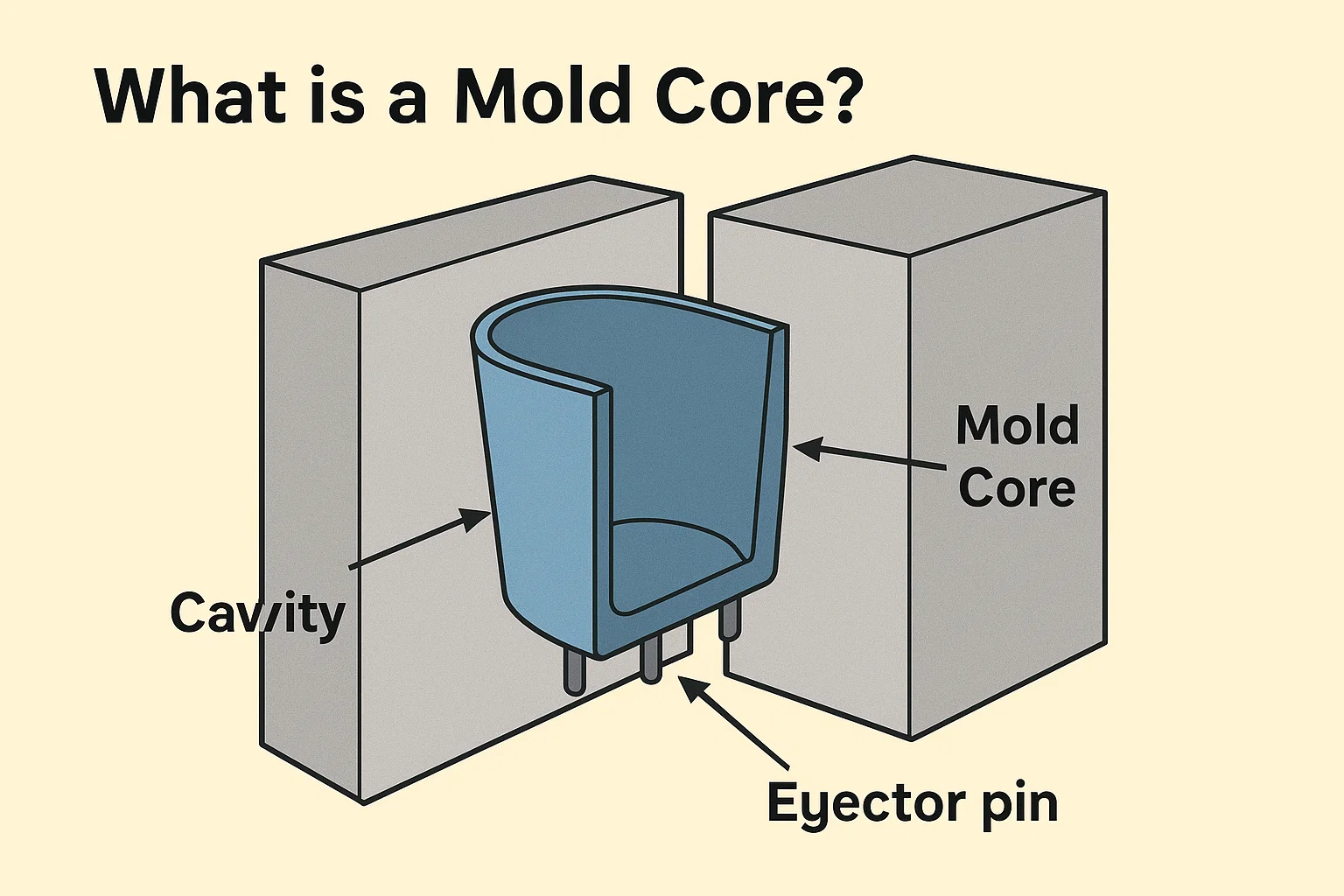
З ядро цвілі , також відомий як "B-сторона" або "основна половина" форми,-це компонент, який утворює Внутрішні особливості пластичної частини. Коли форма закрита, серцевина вписується всередину порожнини, створюючи простір, в який вводиться розплавлений пластик. Подумайте про це як про удар, який створює порожнисті або заглиблені ділянки в межах частини.
Наприклад, якщо ви формуєте пластикову чашку, серцевиною була б частина, яка утворює внутрішню частину чашки. Для порожнистої коробки ядро формувало б внутрішній простір. Ядро, як правило, містить такі функції, як шпильки для викиду, які використовуються для виштовхування готової частини з форми після її охолодження. Оскільки він формує внутрішню форму, серцевина часто має більш складну конструкцію з такими ознаками, як ребра, боси (циліндричні виступи для монтажу) та інші хитромудрі деталі.
Зазвичай ядра цвілі виготовляються з міцних та теплостійких матеріалів, таких як затверділа сталь, сталь інструмента або, для нижчих обсягів виробництва, алюмінію. Вибір матеріалу залежить від таких факторів, як пластик, що формується, складність частини та необхідний об'єм виробництва.
Що таке порожнина цвілі?
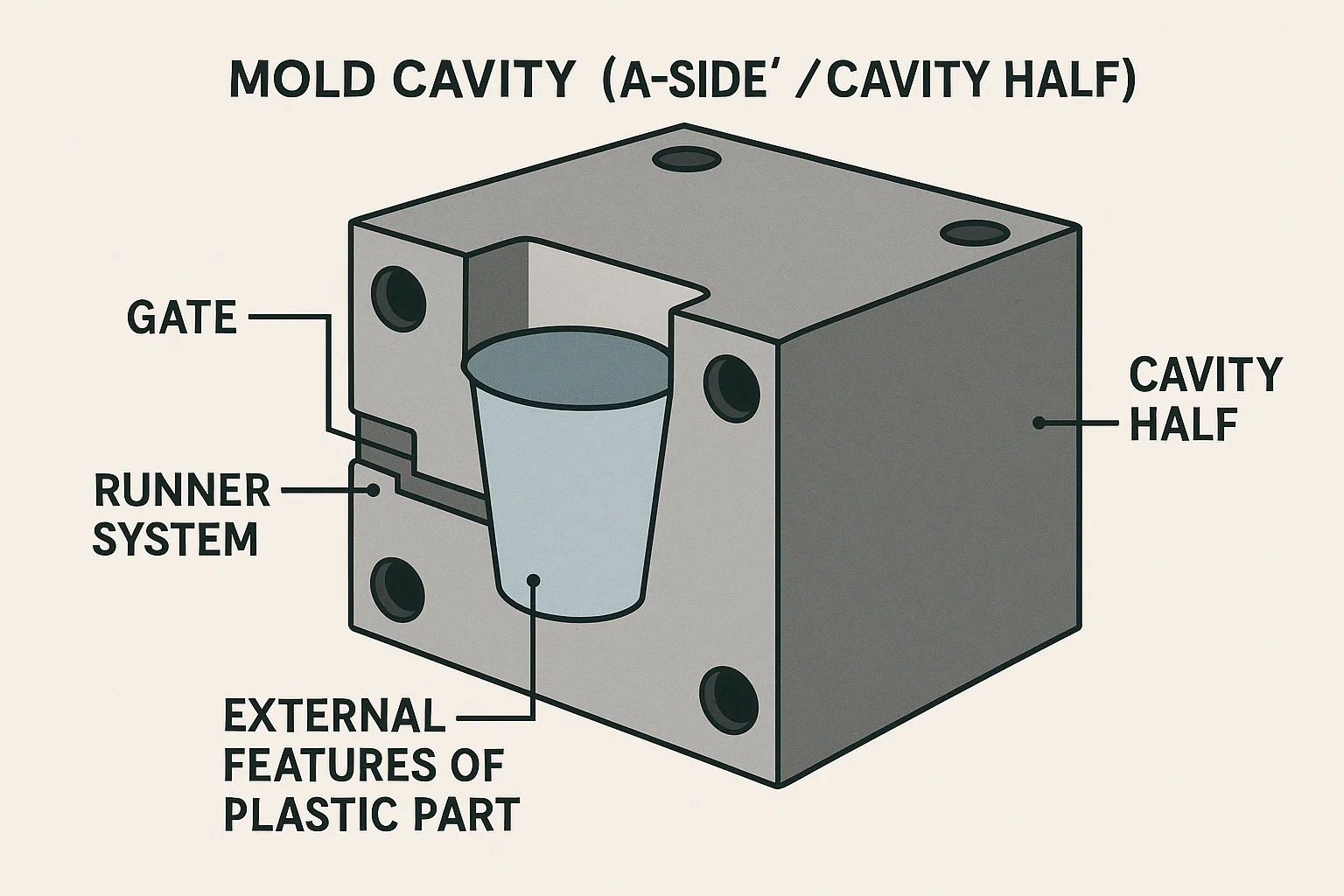
З порожнина цвілі , також відомий як "-сторона" або "половина порожнини"-це компонент, який утворює Зовнішні функції пластичної частини. Це зовнішня оболонка або ємність, яку розплавлений пластик заповнюється. Використовуючи аналогію пластикової чашки, порожнина утворювала б зовнішню частину чашки, включаючи губу та зовнішні стіни.
Половина форми, як правило, знаходиться там, де розташована система воріт і бігуна. Ця система - це канал, через який розплавлений пластиковий (або смола) тече з блоку введення у форму. Порожнина також вимагає ретельних міркувань проектування для вентиляції, що дозволяє захопленому повітрі виходити, коли пластик наповнює форму. Правильна вентиляція має вирішальне значення для запобігання дефектам, як короткі постріли (неповні частини) та опіки.
Як і ядро, порожнини цвілі виготовлені зі сталі або алюмінію, з матеріалом, обраним на основі одних і тих же факторів довговічності та витрат. У той час як ядро утворює внутрішню форму, порожнина - це те, що надає частині її кінцеву зовнішню форму та поверхневу обробку.
Ключові відмінності між ядрами форми та порожнинами цвілі
Ядро і порожнина - це дві сторони однієї монети, але вони мають принципово різну роль у лицьовій формі. Розуміння цих відмінностей має вирішальне значення для правильної конструкції цвілі та частини.
Формування форми: Внутрішня та зовнішня
Найбільш суттєва різниця полягає у формі форми кожного компонента. З ядро цвілі створює внутрішня форма та особливості деталі, такі як отвори, порожні секції або внутрішня частина контейнера. Навпаки, порожнина цвілі утворює зовнішня форма , включаючи зовнішню поверхню, декоративні деталі та загальні розміри частини. Цей поділ праці-це те, що дозволяє створювати складні тривимірні об'єкти.
Положення відносно лінії розставання
З лінія розлуки - це лінія, де зустрічаються дві половини форми. З порожнина наполовину зазвичай є на сторона (сторона, де вводиться пластик), і він утворює видиму зовнішню поверхню частини. З основна половина є на викидається , і саме там готову частину виштовхнуто з форми. Розташування шпильок викиду на стороні ядра є ключовою відмінністю, оскільки вони не знайдені на стороні порожнини.
Роль у процесі лиття під тиском
-
Ядро: Ядро часто є стороною з система викиду , що включає шпильки для викиду та повернення штифтів. Основна його роль полягає в тому, щоб полегшити видалення охолодженої частини з форми.
-
Порожнина: Порожнина - це сторона, яка зазвичай містить Система воріт і бігуна , що спрямовує розплавлений пластик у форму. Основна його роль полягає в отриманні введеного матеріалу та утворення зовнішньої оболонки.
| Означати | Ядро цвілі | Порожнина цвілі |
| Первинна функція | Утворює внутрішню форму частини | Утворює зовнішню форму деталі |
| Положення у цвілі | Сторона ежектора (B-сторона) | Сторона Sprue (-Side) |
| Основні особливості | Шпильки для викиду, слайди, підйомники | Ворота, бігуни, вентиляційні отвори |
| Роль у процесі | Викидає готову частину | Отримує введений пластик |
| Вплив на частку | Впливає на внутрішні особливості, силу та викидання | Впливає на поверхню, текстуру та косметичний вигляд |
Вплив на дизайн частин та функціональність
Ядро і порожнина мають прямий вплив на дизайн заключної частини. Особливості з основної сторони, як ребер та начальники, мають вирішальне значення для додавання сили або для цілей складання. Конструкція ядра також може диктувати необхідність конкретних кутів проекту, щоб забезпечити чистоту частину. З іншого боку, сторона порожнини визначає обробку поверхні, текстуру та косметичний вигляд деталі. Будь -які недосконалості в порожнині будуть видно на кінцевому продукті.
Процес ліплення ін'єкцій: ядро та порожнина в дії
Ядро і порожнина не просто сидять статично; Вони є динамічними партнерами у високо синхронізованому виробничому процесі. Ось покрокова поломка того, як вони працюють разом:
-
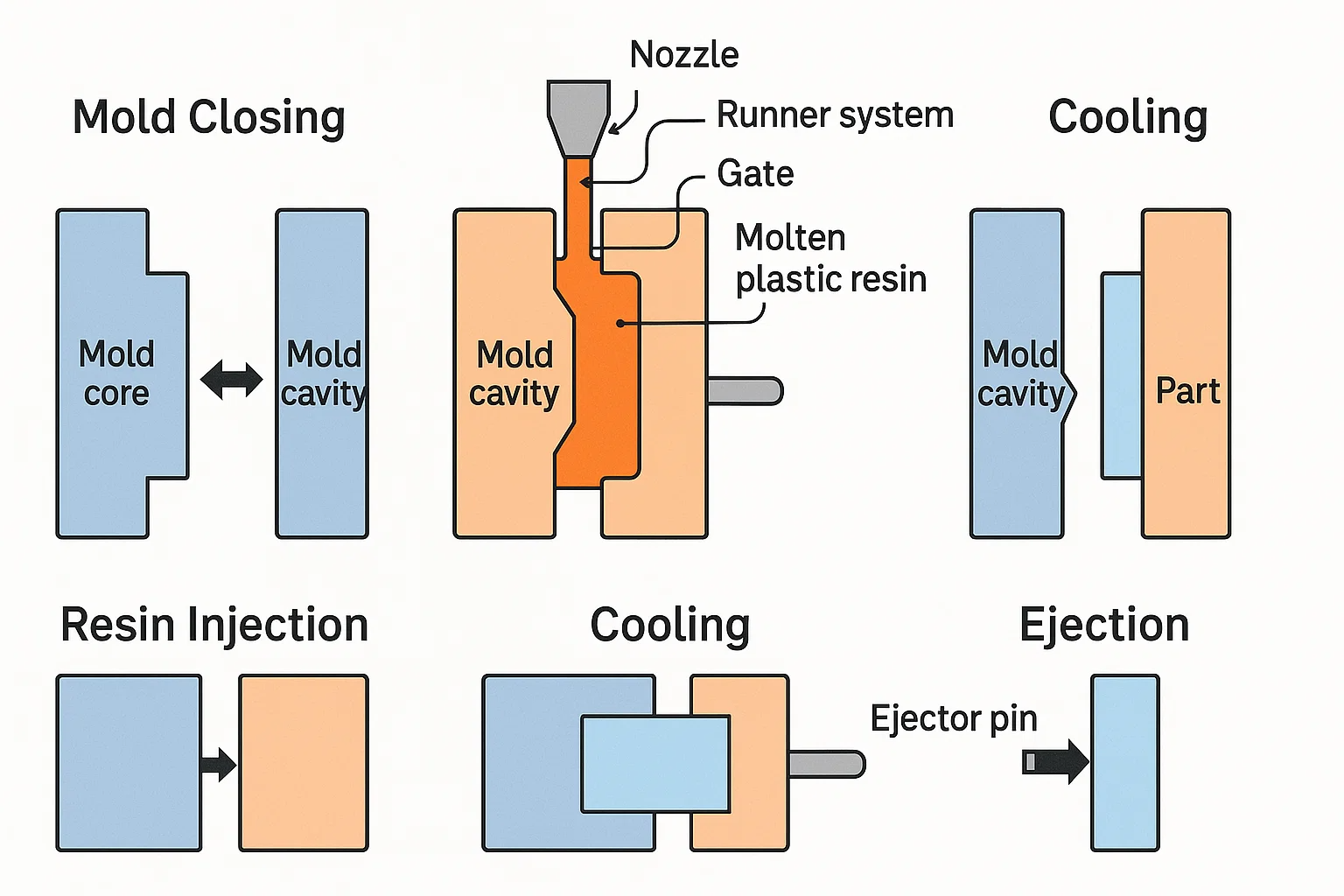
Закриття цвілі: Процес починається з ядра цвілі та порожнини цвілі, що рухаються один до одного, поки вони не затискаються разом. Ця дія створює герметичну внутрішню порожнечу - форму заключної частини. Точність цього вирівнювання є критичною, оскільки будь -яке нерівність може спричинити "Спалах" (Надлишок матеріалу просочується по лінії розставання).
-
Ін'єкція смоли: Розплавлена пластикова смола вводиться під високий тиск через насадку та у форму. Матеріал проходить через Система бігуна і ворота - що є частиною половини порожнини - і заповнює простір між серцевиною і порожниною. Суспільство витісняє смолу, щоб утворити внутрішню форму частини, тоді як порожнина утворює зовнішню оболонку.
-
Охолодження: Після того, як смола заповнює цвіль, присвячений система охолодження циркулює рідину (як правило, воду або олію) через канали як в ядрі, так і в порожнині. Цей процес зміцнює пластик ззовні в, при цьому серцевину та половинки порожнини діють як тепловозні, щоб ефективно охолонути частину.
-
Викидання: Після того, як частина охолоне та затверділа, цвіль відкривається. З система викиду - Розташований на основній половині - активує, використовуючи шпильки для викиду, щоб відштовхувати новостворену частину з ядра. Оскільки частина часто стискається на серцевину під час охолодження, конструкція ядра повинна включати кути щоб запобігти застрягленню та забезпечити чистий випуск. Потім частина потрапляє в відро для колекції або підбирається робототехнічною рукою.
Дизайнерські міркування для ядрів та порожнин
Дизайн ядра та порожнини - це ретельний процес, який диктує успіх заключної частини. Інженери повинні враховувати кілька критичних факторів для забезпечення функціональності, виробництва та високоякісної обробки.
Кути проекту та їх важливість
A кут проекту - це легкий конус або нахил, нанесений на вертикальні стінки пластикової частини. Це важливо для чистого випуску з форми. Без належного проекту частина може дотримуватися серцевини або порожнини, що призводить до пошкодження, викривлення або складного викиду. Проект повинен бути розроблений як на ядрі, так і з боку порожнини, щоб гарантувати, що частина не потрапляє ні на половину, як відкривається цвіль.
Дизайн каналу охолодження
Належний охолодження є життєво важливим для скорочення часу циклу та запобігання дефектам, як Воєн та позначки. Інженери проектують складні канали охолодження як в основних, так і в половинках порожнини. Ці канали циркулюють охолоджуючу рідину рівномірно і швидко витягують тепло з розплавленого пластику, забезпечуючи рівномірне затвердіння. Дизайн цих каналів повинен бути оптимізований для геометрії частини, щоб уникнути гарячих точок.
Дизайн системи та бігуна
З Система бігуна - це мережа каналів, яка керує розплавленим пластиком від ін'єкційної насадки до порожнини цвілі. З ворота - це точка, коли бігун відповідає частині. Ворота та бігун майже завжди розташовані на порожнина наполовину . Їх конструкція має вирішальне значення для контролю, як смола заповнює цвіль, оскільки впливає на позначки потоку, в'язані лінії та загальну міцність.
Дизайн системи викидів
З система викиду розташований виключно на основна половина форми. Він складається з шпильок, лопатей або рукавів, які відштовхують готову частину з серцевини. Кількість, розмір та розташування цих штифтів повинні бути ретельно розглянуті, щоб застосувати навіть силу, запобігаючи деформії частини або пошкодити під час викиду.
Вентиляція міркувань
Коли пластикова смола наповнює форму, повітря, захоплене всередині, повинно мати спосіб втекти. Вентиляція , як правило, розроблений у лінія розлуки або порожнина наполовину , складається з невеликих неглибоких каналів, які дозволяють виштовхувати повітря. Недостатня вентиляція може призвести до таких косметичних дефектів опіки і функціональні проблеми, як короткі постріли , де частина неповна.
Матеріали для ядра та порожнин
Матеріал, обраний для ядра та порожнини цвілі, є критичним, оскільки він безпосередньо впливає на довговічність, вартість та здатність та здатність ефективно виробляти високоякісні частини. Вибір залежить від таких факторів, як тип пластику, необхідний об'єм виробництва та складність дизайну деталі.
Сталь
Сталь-це найпоширеніший і кращий матеріал для ін'єкційних форм, особливо для великих об'ємних виробничих пробіжок.
-
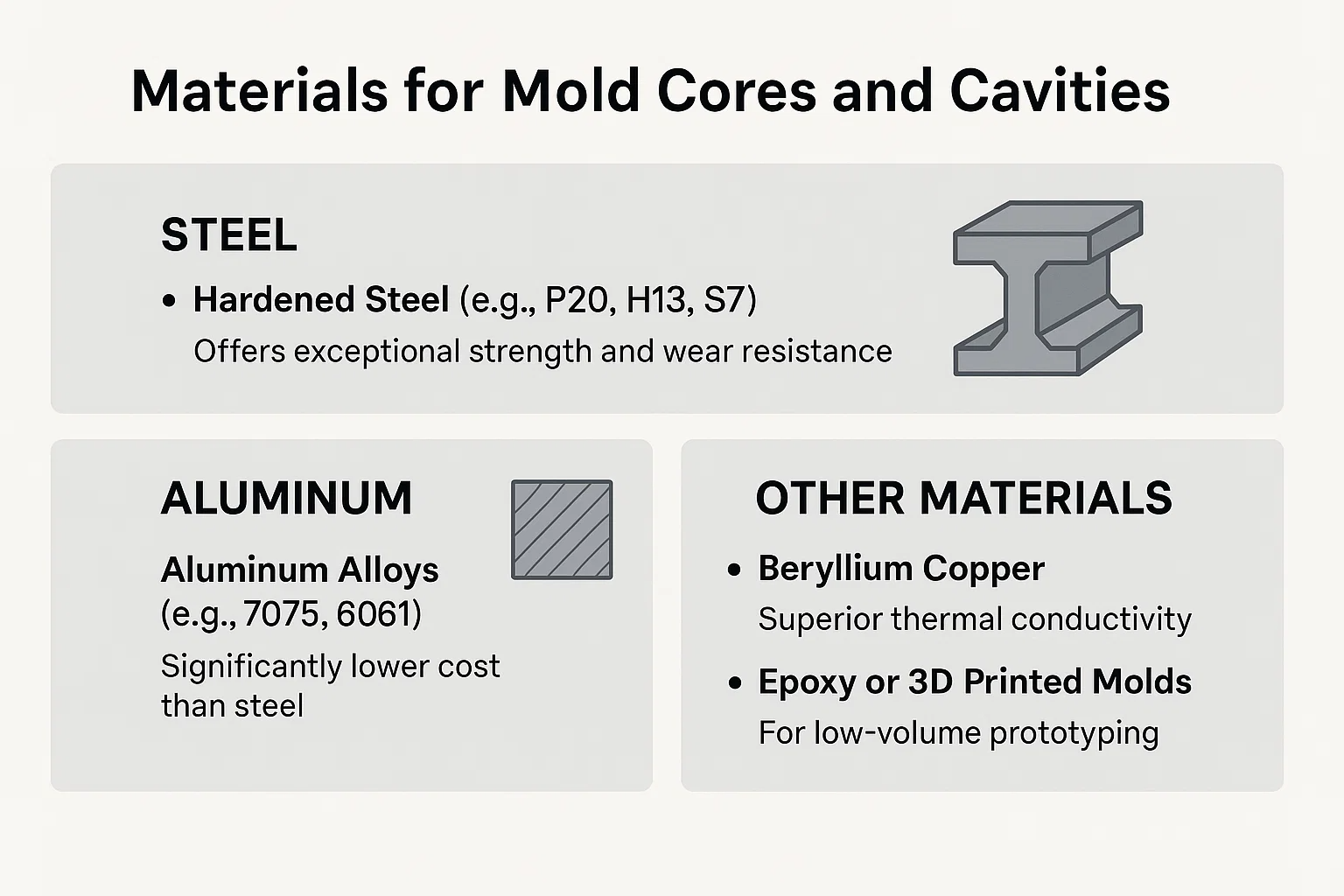
Загартована сталь (наприклад, P20, H13, S7): Цей тип сталі пропонує виняткову стійкість до міцності та зносу. Він ідеально підходить для отримання мільйонів частин протягом життя форми. P20 - популярний вибір для балансу твердості та обробки. H13 і S7 відмінні для застосувань, що вимагають стійкості до тепла та тиску. Висока твердість цих сталей дозволяє отримати чудову обробку поверхні.
-
Нержавіюча сталь (наприклад, 420 SS): Це використовується, коли пластиковий матеріал, що формується, є корозійним або коли форма буде використовуватися у вологому середовищі. Він забезпечує відмінну корозійну стійкість, що має вирішальне значення для підтримки незайманої поверхні цвілі.
Алюміній
Алюмінієві сплави (наприклад, 7075, 6061) часто використовуються для прототипних форм або для виробничих пробіжок з низьким обсягом (як правило, менше 100 000 частин).
-
Переваги: Алюміній пропонує кілька переваг, включаючи значно меншу вартість, ніж сталь, і набагато швидший час обробки. Його відмінна теплопровідність дозволяє швидше охолодити, що може скоротити час циклу формування впорскування.
-
Недоліки: Він менш довговічний і більш сприйнятливий до зносу та пошкодження, ніж сталь. Він може не бути придатним для формування абразивних або наповнених склом пластмас.
Інші матеріали
-
Мідь Берілію: Цей матеріал є відмінним вибором для вставок цвілі або компонентів, де швидке видалення тепла є критичним, наприклад, у районах з товстою стіновою секцією. Він має чудову теплопровідність порівняно зі сталь, що робить її ідеальною для локалізованого охолодження.
-
Епоксидні або 3D -друковані форми: Для дуже низького обсягу або швидкого прототипування можна використовувати нетрадиційні матеріали. Вони недорогі та швидкі у виробництві, але мають дуже обмежену тривалість життя і не підходять для складних або високоточних деталей.
Виробничі форми та порожнини
Виробництво ядрів та порожнин є дуже точним та спеціалізованим процесом. Для перетворення блоків сировини в складні, функціональні компоненти ін'єкційної форми потрібні вдосконалені машини та кваліфіковану майстерність. Мета - досягти надзвичайно щільних допусків і бездоганної поверхні.
Процеси обробки: фрезерування ЧПУ та EDM
-
Меллінг ЧПУ (комп'ютерний числовий контроль): Це основний метод формування ядра, і порожнини. Машини з ЧПУ використовують комп'ютерні ріжучі інструменти для видалення шару матеріалу за шаром. Вони є важливими для створення основної геометрії, кишень та більшості детальних функцій. Сучасні багатоісні машини з ЧПУ можуть виробляти складні, вигнуті поверхні з неймовірною точністю.
-
EDM (електрична обробка розряду): Також відомий як іскрова обробка, EDM-це безконтактний процес, який використовується для створення функцій, які важко або неможливо машини за допомогою традиційних ріжучих інструментів. Він працює за допомогою електричних іскрів для розмивання матеріалу. EDM особливо корисний для створення гострі кути, глибокі ребра та дуже маленькі, хитромудрі риси в загартованій сталі.
Обробка поверхні та обробка
Після обробки поверхні цвілі відшліфуються та обробляються для досягнення бажаної текстури та довговічності.
-
Полірування: Поверхні цвілі відшліфовані до дзеркального покриття, щоб забезпечити вивільнення деталі легко та виробляти гладку поверхню з високим глянкою на кінцевому продукті. Зокрема, ядро часто вимагає високо відполірованої обробки для допомоги у викиду.
-
Текстування: Текстування або додавання зерна або візерунка до поверхні цвілі часто робиться, щоб надати кінцевій частині конкретний естетичний вигляд або відчуття. Це також може допомогти приховати косметичні дефекти, такі як позначки.
-
Покриття: Покриття, такі як нікельне покриття з електропровідами (олово (титановий нітрид), застосовуються для підвищення твердості форми, корозійної стійкості та мастильності, розширення терміну експлуатації та зменшення зносу.
Контроль якості та огляд
Протягом усього виробничого процесу існують суворі заходи контролю якості. Високоточні інструменти, такі як координатні вимірювальні машини (CMM), використовуються для перевірки, чи розміри та допуски ядра та порожнини точні до кількох мікрометрів. Цей ретельний огляд є життєво важливим для того, щоб форма створила послідовні, якісні частини без дефектів.
Поширені проблеми та рішення
Навіть при ретельному дизайні та виробництві, лиття ін'єкції може зіткнутися з загальними проблемами. Багато з цих проблем безпосередньо пов'язані з взаємодією між ядром цвілі та порожниною цвілі.
Warpage та спотворення
Проблема: Warpage - це деформація пластичної частини після її охолодження. Зазвичай це спричинено нерівномірними показниками охолодження. Якщо серцевина та порожнина охолоджують частину з різними темпами, внутрішні напруження можуть накопичитися, внаслідок чого деталь згиналося або скручується.
Рішення: Найефективнішим рішенням є оптимізація конструкції Охолоджуючі канали і в ядрі, і в порожнині. Забезпечення того, що охолодження є рівномірним по всій поверхні цвілі. Регулювання температури розплаву, тиск впорскування та час утримування також може допомогти пом'якшити внутрішнє напруження.
Короткі постріли та позначки раковини
Проблема: A короткий постріл виникає, коли пластикова смола не вдається повністю заповнити порожнину цвілі, що призводить до неповної частини. Це часто пов’язано з недостатнім тиском або поганим вентиляцією. Навпаки, позначки є запаморочення на поверхні частини, спричинені пластиком, що скорочується, коли він охолоне, потягуючи поверхню всередину.
Рішення: Для коротких пострілів рішення передбачає поліпшення вентиляція на порожнині форми, щоб дозволити врятуватися від захопленого повітря. Збільшення тиску, швидкості впорскування, швидкості або температури розплаву також може допомогти. Для позначок раковини проблема, як правило, є результатом товстої стіни або недостатньою охолодженням. Розчини включають перероблення деталі, щоб мати рівномірну товщину стінки, збільшення тиску утримується або підвищення ефективності каналів охолодження як в ядрі, так і в порожнині.
Проблеми з викидом
Проблема: Проблеми з викидом виникають, коли готова частина прилипає до форми і не може бути чистота. Це майже завжди проблема з основна половина форми. Це може бути викликано недостатнім або неправильно розробленим кути , неадекватний система викиду , або частина занадто щільно скорочується на серцевину.
Рішення: Основне рішення полягає в тому, щоб забезпечити, щоб усі стіни на стороні ядра мають належний кут тяги. Збільшення кількості шпильки для викиду або оптимізація їх розміщення для більш рівномірного розподілу сили викиду може також вирішити проблему. Якщо матеріал схильний до приклеювання, можна використовувати високополіровану обробку поверхні або певний агент вивільнення цвілі.
| Проблема | Ймовірно, що | Розчин |
| Warpage | Нерівномірне охолодження, внутрішнє стрес | Оптимізуйте канали охолодження, регулюйте параметри обробки. |
| Короткі постріли | Захоплене повітря, низький тиск | Поліпшення вентиляції порожнини, підвищення тиску впорскування. |
| Позначки | Товсті стіни, недостатнє охолодження | Частина перепроектування рівномірної товщини, збільшує тиск у порожнині. |
| Проблеми з викидом | Недостатній кут тяги, частина застрягла | Додайте або збільшуйте кути чернетки на серцевину, додайте більше шпильок для викиду. |
Так
Відмінність між ядро цвілі і порожнина цвілі є основоположним для всього процесу формування впорскування. Хоча вони є двома половинами одного інструменту, вони виконують чітко різні, але додаткові функції. Форма порожнина утворює зовнішня форма частини, що визначає її зовнішні розміри та косметичну поверхню. Навпаки, цвіль ядро створює внутрішня форма та особливості, а також відіграє вирішальну роль сприяння викиду частини.
Разом ядро і порожнина являють собою серце ліплення, перетворюючи сиру пластикову смолу в точний, готовий продукт. Глибоке розуміння їх індивідуальних функцій та вимог до проектування має вирішальне значення для запобігання загальних дефектів, оптимізації ефективності виробництва та, зрештою, виробництва високоякісних пластикових деталей, що відповідають вимогам стандартів.

