
вступ
У світі виробництва, лиття під тиском залишається золотим стандартом для виробництва стабільних, високоякісних пластикових деталей. Однак найбільшою перешкодою для входу зазвичай є не вартість пластикової смоли, а вартість цвіль (або «інструмент»).
Для дизайнерів та інженерів продукту «стратегія інструментів» часто є найважливішим рішенням у життєвому циклі проекту. Неправильний вибір може призвести до втрати бюджету на тисячі доларів або, навпаки, форми, яка зношується до того, як ви виконаєте замовлення.
Промисловість зазвичай поділяє виготовлення форм на дві категорії: М'який інструмент і Жорсткий інструмент . Хоча назви вказують на різницю у фізичній текстурі, відмінність насправді полягає в металургії матеріалу форми, швидкості обробки та довговічності.
Цей посібник досліджує технічні та комерційні відмінності між цими двома підходами, щоб допомогти вам вирішити, який шлях відповідає вашому бюджету, часовому графіку та обсягу виробництва.
Що таке М'який інструмент?
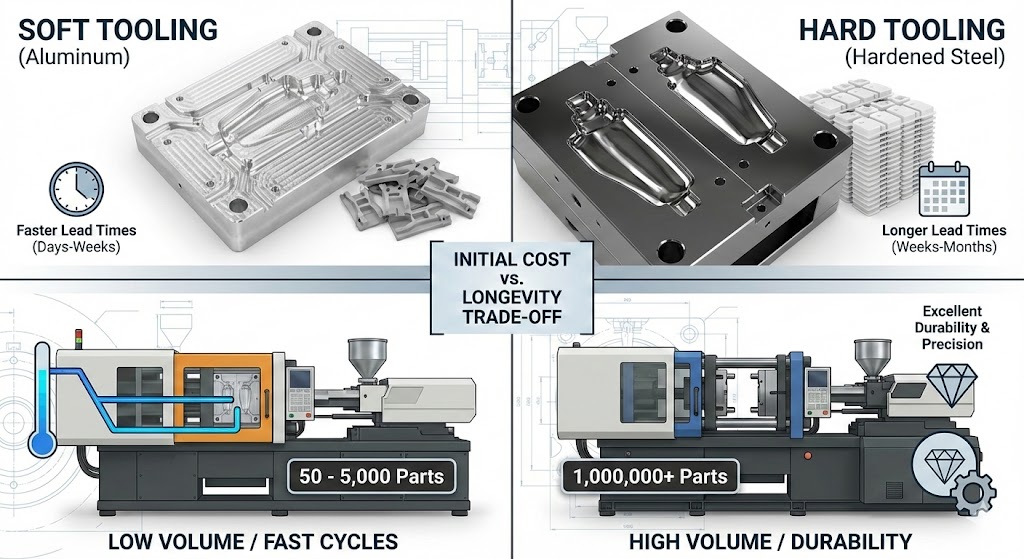
М'який інструмент загалом відноситься до прес-форм, виготовлених із матеріалів, які м’якші та легші для різання, ніж традиційна інструментальна сталь. Це домінуючий метод для створення прототипів, виробництва мостів і малосерійного виробництва (зазвичай від 50 до 5000 деталей).
Важливо пояснити, що «м’який» не означає, що форма є гнучкою, як гума. Він майже завжди виготовляється з металу, але металу, якому не вистачає надзвичайної твердості термічно обробленої сталі.
Загальні матеріали
- Алюмінієві сплави: Найпоширенішим матеріалом для м'яких інструментів є алюміній. Високоякісні сплави, як Алюміній 7075 або КК-10 часто використовуються, оскільки вони забезпечують високу міцність і відмінну оброблюваність.
- М'які сталі: Іноді для м’яких інструментів використовуються низькоякісні незагартовані сталі, хоча перевага віддається алюмінію через його властивості охолодження.
- 3D-друковані композити: У дуже особливих випадках із наднизьким об’ємом використовуються полімерні форми, надруковані 3D, хоча вони дуже швидко псуються.
Переваги Soft Tooling
- Нижча початкова вартість: Алюміній набагато легше обробляти, ніж сталь. Він менше зношує фрези з ЧПК і може оброблятися на набагато вищих швидкостях. Це може зменшити початкові витрати на інструменти від 30% до 50% порівняно з жорстким інструментом.
- Швидший час виконання: Оскільки матеріал є м’якшим і не потребує термічної обробки після механічної обробки, м’які інструменти часто можуть бути готові 1–2 тижні , порівняно з 4–8 тижнями для твердих інструментів.
- Чудова теплопровідність: Це технічна перевага, яку часто забувають. Алюміній передає тепло у 5 разів швидше ніж інструментальна сталь. Це дозволяє пластику швидше охолоджуватися та твердіти, значно скорочуючи час циклу та потенційно знижуючи ціну деталей.
- Легкість модифікації: Якщо потрібна зміна конструкції, легше видалити існуючий алюміній, щоб відкрити розмір, ніж модифікувати загартовану сталь.
Недоліки Soft Tooling
- Обмежений термін служби інструменту: Алюміній сприйнятливий до ерозії від наповненого склопластиком і зносу через силу затиску машини. М’які інструменти зазвичай служать від 1000 до 10 000 циклів, перш ніж розміри почнуть дрейфувати або з’явиться спалах (надлишок пластику).
- Обмеження обробки поверхні: М'який інструмент cannot maintain a high-gloss “mirror” polish (SPI A-1 or A-2). The metal is too soft and will scratch during part ejection. It is better suited for matte or textured finishes.
- Крихкі розділові лінії: Краї, де зустрічаються дві половини форми, можуть легко закруглитися або пом’яти, що призведе до косметичних дефектів деталі.
Що таке Жорсткий інструмент?
Жорсткий інструмент створює робочих конячок промислового світу. Ці форми виготовлені з високоякісної сталі, здатної витримувати мільйони циклів, високі температури та абразивні матеріали. Це стандарт масового виробництва.
Загальні матеріали
- Сталь P20: Попередньо загартована інструментальна сталь, яка часто використовується для форм «Класу 102». Він міцний, але не такий крихкий, як повністю загартована сталь.
- Сталь H13: Галузевий стандарт для великосерійного виробництва. Він пройшов термічну обробку до надзвичайної твердості (Rockwell C 48-52), щоб протистояти зносу та термічній втомі.
- Нержавіюча сталь (420): Використовується, коли необхідна стійкість до корозії, наприклад, при формуванні ПВХ або інших корозійних пластмас.
Переваги Hard Tooling
- Висока довговічність об'єму: Інструмент зі сталі H13, який належним чином обслуговується, може працювати 1 мільйон циклів без істотного зносу.
- Жорсткі допуски: Тверда сталь є жорсткою і не деформується під високим тиском впорскування, необхідним для складних деталей. Це забезпечує надзвичайно жорстку точність розмірів.
- Чудова обробка поверхні: Жорсткий інструмент is required for high-gloss, optical-grade finishes. The steel is hard enough to be polished to a mirror shine without scratching.
- Комплексні дії: Жорсткий інструмент is better suited for complex side-actions, sliders, and lifters that are required for parts with undercuts.
Недоліки Hard Tooling
- Високі початкові інвестиції: Сировина є дорогою, і обробка загартованої сталі часто вимагає EDM (електророзрядна обробка) і низьких швидкостей різання з ЧПУ. Витрати значно вищі, ніж м'який інструмент.
- Довгі терміни виконання: Між грубою механічною обробкою, зняттям напруги, термічною обробкою та остаточним шліфуванням/поліруванням, жорсткий інструмент часто вимагає 4-12 тижнів завершити.
- Важко змінити: Після того як сталевий інструмент загартований, вносити зміни важко. Це часто вимагає зварювання та повторного шліфування, що залишає «очевидні сліди» на інструменті та може бути дорогим.
Короткий підсумок: компроміс
| Особливість | М'який інструмент (Aluminum) | Жорсткий інструмент (Steel) |
|---|---|---|
| Основна мета | Швидкість і низька вартість | Довговічність і точність |
| Типовий обсяг | 50 – 5000 деталей | 100 000 – 1 000 000 деталей |
| Час виконання | Днів до тижнів | Від тижнів до місяців |
| Теплопередача | Відмінно (швидкі цикли) | Помірний (стандартні цикли) |
Ключові відмінності: глибоке занурення
Хоча наведені вище визначення окреслюють загальні плюси та мінуси, розуміння тонких відмінностей має вирішальне значення для прийняття обґрунтованого виробничого рішення.
1. Динаміка витрат і стратегія «MUD».
Найбільш очевидною відмінністю є початкова вартість. М’які інструменти значно дешевші, оскільки алюмінієві машини працюють швидше та не потребують термічної обробки після обробки. Жорсткі інструменти включають дорогі сталеві сплави, меншу швидкість обробки та часто складні процеси електроерозійної обробки (EDM) для випалювання елементів у загартований метал.
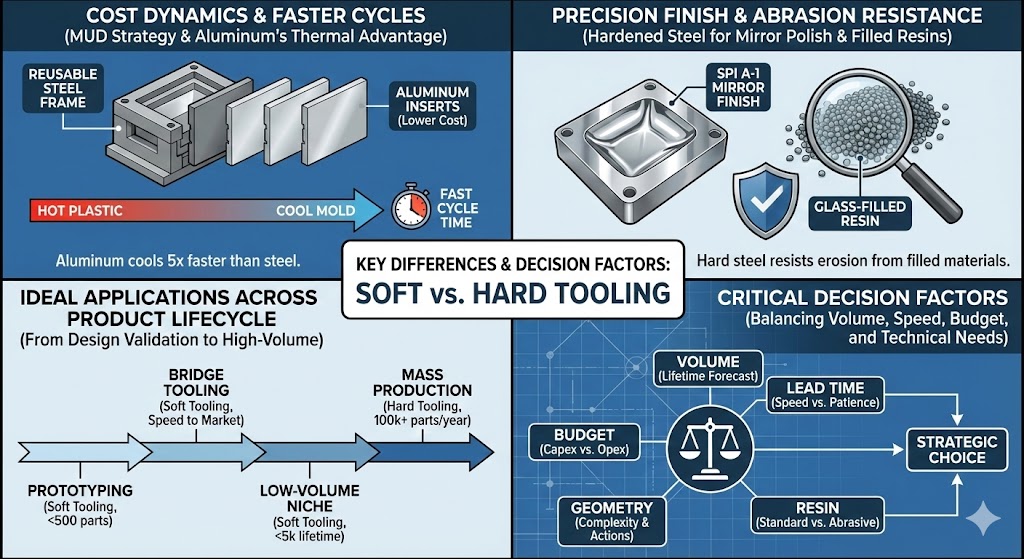
Однак вартість не завжди є двійковою. Загальною серединою, яка використовується в промисловості, є Матриця основного блоку (MUD) система.
- Стратегія: Формувальник використовує універсальну багаторазову сталеву форму (раму), яка залишається в машині. Вони обробляють лише менші «вставки» (серцевина та порожнина, які формують вашу конкретну деталь) із м’якої сталі чи алюмінію.
- Перевага: Ви уникаєте сплати за важку сталеву базову конструкцію, значно знижуючи початкові витрати на створення прототипів або мостових інструментів, використовуючи стандартні машини для формування.
2. Тривалість циклу та теплопровідність
На це часто не звертають уваги. Швидкість, з якою ви можете виготовити деталь, значною мірою залежить від того, наскільки швидко ви можете охолодити розплавлений пластик.
- М'який інструмент Advantage: Алюміній має значно вищу теплопровідність, ніж сталь. Він набагато швидше відводить тепло від пластику, дозволяючи деталям швидше тверднути. Для виробничої серії з 5000 деталей швидший час циклу алюмінієвого інструменту іноді може компенсувати його вищу початкову вартість порівняно з дуже дешевим сталевим інструментом.
- Жорсткий інструмент Reality: Сталь довше зберігає тепло. Щоб досягти швидкого циклу з жорстким інструментом, часто потрібні складні просвердлені канали внутрішнього охолодження («конформне охолодження»), що додатково збільшує витрати на інструмент.
3. Оздоблення поверхні та точність
Якщо ваша деталь вимагає дзеркального оптичного покриття (SPI A-1 або A-2), жорсткий інструмент є обов'язковим .
- Алюміній надто м’який, щоб тривалий час утримувати високий полір; фаза викиду циклу формування мікроскопічно подряпає поверхню після кількох сотень знімків, погіршуючи глянсове покриття.
- Загартована сталь досить міцна, щоб підтримувати бездоганне полірування протягом сотень тисяч циклів.
Подібним чином, для деталей, які вимагають надзвичайно жорстких допусків (наприклад, ±0,001 дюйма), тверда сталь є кращою, оскільки вона не буде прогинатися або згинатися під високим тиском уприскування, забезпечуючи постійні розміри деталей.
4. Сумісність матеріалів (абразивність)
Пластикова смола, яку ви виберете, визначає необхідний інструмент. Стандартний пластик, як-от поліпропілен (PP) або ABS, відносно щадний для форми.
Однак технічні смоли часто містять такі добавки, як скловолокна або мінеральні наповнювачі для додаткової міцності. Ці матеріали діють як рідкий наждачний папір у формі. Наповнений склом нейлон, введений у алюмінієвий м’який інструмент, швидко роз’їдає ворота та деталі поверхні, знищуючи інструмент менш ніж за 1000 пострілів. Для стійкості до стирання потрібна загартована сталь H13.
Ідеальні програми
Вибір правильної стратегії інструментів повністю залежить від того, на якому етапі життєвого циклу розробки продукту ви знаходитесь.
Найкраще застосування для м’якого інструменту (алюміній/м’яка сталь)
- Прототипування та перевірка дизайну: Коли вам потрібно 50–200 деталей із фактичного виробничого матеріалу, щоб перевірити придатність, форму та функціонування, перш ніж використовувати дорогі сталеві інструменти.
- Тестування ринку: Виробництво невеликої партії, щоб оцінити інтерес споживачів на виставці або для обмеженого випуску бета-версії.
- Інструмент моста: Важлива стратегія, коли м’який інструмент створюється швидко, щоб негайно розпочати постачання деталей, чекаючи тривалого часу виконання великого обсягу жорсткого інструменту, який виготовляється в іншому місці.
- Нишеві продукти малого обсягу: Продукти із загальним терміном експлуатації менше 5000 одиниць, де інвестиції в жорсткі інструменти ніколи не окупляться.
Найкраще застосування для твердого інструменту (загартована сталь)
- Серійне масове виробництво: Будь-який проект, який вимагає від 100 000 до мільйонів деталей на рік (наприклад, побутова електроніка, автомобільні компоненти, кришки від пляшок).
- Абразивні матеріали: Деталі, виготовлені зі склонаповнених або мінеральних смол, які роз’їдають м’який інструмент.
- Вимоги до високої точності: Шестерні, медичні пристрої або електронні з’єднувачі, де стабільність розмірів протягом мільйонів циклів є критичною.
- Високі косметичні вимоги: Деталі, які вимагають довговічного глянцевого покриття або складної однорідної текстури.
Фактори, які слід враховувати під час вибору
Зіштовхнувшись із рішенням щодо використання м’якого інструменту чи жорсткого, оцініть свій проект за цими п’ятьма критичними факторами.
1. Загальний обсяг виробництва (термін служби)
Це основний фільтр. Якщо ваш прогнозований термін експлуатації становить менше 5000 деталей, почніть із розробки м’яких інструментів. Якщо він перевищує 50 000, жорсткий інструмент майже напевно є правильним шляхом. Сіра зона між ними вимагає глибшого аналізу витрат.
2. Швидкість виходу на ринок (час виконання)
Вам потрібні запчастини через 3 тижні, щоб вкластися в критичний термін запуску, чи у вас є 3 місяці? Якщо швидкість має першочергове значення, м’які інструменти є єдиним варіантом, який може забезпечити швидку роботу. Жорсткий інструмент — це повільний, свідомий процес.
3. Бюджетні обмеження (Capex проти Opex)
Чи обмежені ви початковими капітальними витратами (Capex)? М’які інструменти знижують початкову ціну наклейки. Однак, якщо у вас є капітал, твердий інструмент пропонує нижчу ціну за штуку в довгостроковій перспективі, зменшуючи операційні витрати (Opex).
4. Геометрія та складність деталей
Хоча обидва методи можуть обробляти складну геометрію, жорсткий інструмент краще підходить для складних «дій» усередині прес-форми, таких як складні повзуни, підйомники для підрізів і механізми відкручування різьбових частин. Ці рухомі компоненти швидко зношуються, якщо зроблені з м’якого металу.
5. Смоляний матеріал
Як згадувалося вище, якщо у вашому описі матеріалів міститься 30% нейлону, наповненого склом, ви повинні передбачити кошти на тверді інструменти, незалежно від обсягу. Використання м’якого інструменту для абразивних матеріалів є помилковою економією.
Аналіз витрат: м’які та жорсткі інструменти
Рішення часто зводиться до математичної проблеми: Загальна вартість володіння (TCO) . Ви повинні збалансувати початкову «ціну наклейки» форми з довгостроковою «ціною за штуку» деталі.
1. Стратегія «MUD Frame» (професійна порада)
Перш ніж дивитися повну вартість, ви повинні знати про Матриця основного блоку (MUD) вставки.
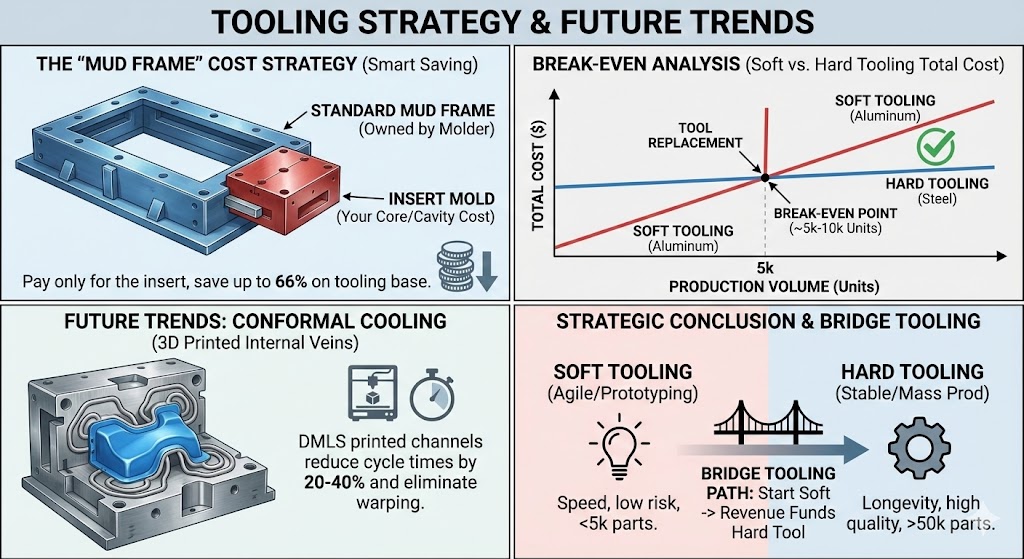
Замість того, щоб купувати повну спеціальну основу форми (яка є важкою та дорогою), ви можете використовувати «вставку MUD». Це стандартна рама, що належить формувальнику, у яку вони вставляють ваше особливе ядро та порожнину.
- Вплив на вартість: Це може зменшити ваші початкові витрати на інструменти на до 66% тому що ви не платите за структурну основу прес-форми, а лише за зону формування.
- Найкраще для: Стратегії як м’якого, так і твердого інструменту для деталей розміром менше 6 дюймів.
2. Гіпотетична розбивка: «Пластиковий корпус»
Давайте подивимося на реальний сценарій стандартного пластикового корпусу (приблизно 4 x 4 дюйми), щоб побачити, де знаходиться точка беззбитковості.
| Змінна вартість | М'який інструмент (Aluminum 7075) | Жорсткий інструмент (P20/H13 Steel) |
|---|---|---|
| Інвестиції в інструменти | 3500 доларів США | 12 000 доларів США |
| Приблизно Ресурс інструменту | 5000 пострілів | 250 000 пострілів |
| Час циклу | 20 секунд (швидке охолодження) | 35 секунд (стандартне охолодження) |
| Ціна частини | 1,20 доларів США | 1,45 $ (на низькій гучності) / 0,85 $ (на високій гучності) |
Аналіз беззбитковості:
-
На 1000 одиниць:
- М'який інструмент Total: 3500 доларів (1,20 доларів США * 1000) = 4700 доларів США
- Жорсткий інструмент Total: $12 000 ($1,45 * 1000) = 13 450 доларів США
- Переможець: М'який інструмент зсувом.
-
При 20 000 одиниць:
- М'який інструмент Total: Потрібні 4 нові форми ($14 000) Частини ($24 000) = 38 000 доларів США
- Жорсткий інструмент Total: Одна прес-форма ($12 000) Деталі ($17 000 за оптовою ціною) = 29 000 доларів США
- Переможець: Жорсткий інструмент .
Урок: «Точка перетину» зазвичай відбувається між 5000 і 10000 одиниць . Якщо ви плануєте масштабувати більше, дорогий сталевий інструмент стане дешевшим варіантом.
Майбутні тенденції в інструментах для лиття під тиском
Двійковий вибір між «алюмінієм і сталлю» розмивається з розвитком технологій. Ось що змінить гру у 2025 році та далі.
1. Конформне охолодження («Внутрішні вени»)
Традиційно канали охолодження просвердлюються прямими лініями в сталі. Це залишає «гарячі точки», куди свердло не може дістатися.
- Інновація: Використання Пряме лазерне спікання металу (DMLS) (3D-друк на металі), інженери можуть надрукувати сталеву прес-форму з охолоджуючими каналами, які вигинаються та скручуються всередині стінка форми, ідеально повторюючи форму деталі.
- Перевага: Це скорочує час циклу на від 20% до 40% і virtually eliminates warping.
2. Гібридний інструмент
Дизайнери все частіше використовують гібридні форми . Вони використовують стандартну оброблену сталеву основу для довговічності, але використовують 3D-друковані сталеві вставки для складних елементів, які було б неможливо обробити за допомогою фрези з ЧПК. Це поєднує в собі точність AM (аддитивного виробництва) з довговічністю традиційного інструменту.
3. Розумні прес-форми (Індустрія 4.0)
Високоякісні інструменти тепер оснащуються вбудованими п’єзоелектричними датчиками. Ці датчики контролюють тиск і температуру всередині порожнини в режимі реального часу, автоматично регулюючи машину для лиття під тиском, щоб запобігти дефектам ще до їх виникнення.
Висновок
Вибір між м’яким і жорстким інструментом – це не «хороший проти поганого», це приблизно управління ризиками .
- Виберіть м’який інструмент (алюміній), якщо: Ви перебуваєте на етапі створення прототипу, вам потрібні деталі менш ніж за 2 тижні, у вас жорсткий бюджет менше 5 тис. доларів США або ваш загальний ринковий попит невизначений. Це гнучка точка входу з низьким рівнем ризику.
- Виберіть Hard Tooling (сталь), якщо: У вас є підтверджений дизайн, вам потрібна оптична обробка, ви формуєте абразивні склонаповнені матеріали або вам потрібно гарантувати постачання сотень тисяч одиниць. Це інвестиція в стабільність і якість.
Остаточна рекомендація:
Якщо ви не впевнені, запитайте свого партнера-виробника про a «Інструмент мосту» стратегія. Почніть із недорогого алюмінієвого інструменту, щоб швидко вийти на ринок. Використовуйте дохід від цих перших 5000 деталей для фінансування будівництва сталевої форми P20. Це дає вам швидкість м’якого інструменту з можливою довговічністю жорсткого інструменту.
Часті запитання (FAQ)
З: Чи можу я пізніше перетворити м’який інструмент на жорсткий?
A: Ні. Ви не можете «загартувати» алюмінієву форму в сталь. Однак, якщо ви використовуєте систему MUD (Master Unit Die), ви можете замінити алюмінієві вставки сердечника/порожнини на сталеві, зберігаючи при цьому оригінальну базову раму форми, що економить гроші.
З: Чи завжди м’який інструмент дешевший за жорсткий?
A: Загалом, так. М’які інструменти зазвичай на 30-50% дешевші. Однак, якщо обсяг вашого виробництва перевищує 10 000 одиниць, вартість заміни зношених м’яких форм з часом зробить її дорожчою, ніж інвестиції в одну міцну тверду форму.
Питання: чи можна використовувати м’який інструмент для нейлону, наповненого склом?
A: Не рекомендується. Скловолокно є абразивним і дуже швидко відтирає деталі алюмінієвої форми. Якщо ви повинні використовувати м’які інструменти для абразивних матеріалів, очікуйте дуже короткого терміну служби інструменту (часто менше 500 деталей).
З: Яка різниця в часі виконання?
A: М’які інструменти часто можна обробити та підготувати до першого пострілу (T1) через 1-2 тижні. На тверді інструменти зазвичай потрібно 4-8 тижнів через термічну обробку, EDM (електророзрядну обробку) і час полірування.
Питання: Чи впливає матеріал інструменту на якість пластикових деталей?
A: З точки зору розмірів, ні — обидва можуть виготовляти точні деталі. Однак, з точки зору фінішної обробки, для високоглянцевих, оптично-прозорих фінішних покриттів потрібен жорсткий інструмент. М’який інструмент краще підходить для матового або текстурованого покриття.
Глосарій ключових термінів
- Порожнина: Увігнута сторона прес-форми, яка утворює зовнішню поверхню деталі (часто називається «А-стороною»).
- Ядро: Опукла сторона прес-форми, яка утворює внутрішню поверхню та структурні деталі (часто називається «стороною B»).
- EDM (електророзрядна обробка): Процес, що використовується в твердому інструменті, де заряджений електрод випалює форму в загартовану сталь, яку неможливо розрізати традиційними свердлами.
- Спалах: Дефект, через який зайвий пластик витікає з лінії розділення форми. Це трапляється часто, коли м’який інструмент починає зношуватися.
- Термічна обробка: Процес нагрівання та охолодження сталі для зміни її фізичних властивостей, що робить її твердішою та довговічнішою (необхідно для твердого інструменту).
- Постріл: Один цикл термопластавтомату.
- T1: Зразки «Тест 1» — найперші деталі, виготовлені за допомогою нової форми для перевірки конструкції.

