
У світі виробництва, підприємство для ін'єкцій - це потужний процес, який використовується для створення всього, від інформаційних панелей автомобілів до ковпачків для пляшок. Однак навіть із сучасними технологіями можуть трапитися дефекти. Одним з найпоширеніших і засмучує їх є короткий постріл . Цей дефект не виглядає просто погано; Це створює нефункціональну частину, що призводить до витрачених матеріалів, затримки виробництва та більш високих витрат. Розуміння, чому виникають короткі знімки та як їх виправити, є важливим для тих, хто бере участь у виробництві пластикових деталей. Цей посібник проведе вас через причини, рішення та методи профілактики, які допоможуть вам щоразу виробляти якісні, повні частини.
Що таке короткий постріл у ліпленнях для ін'єкцій?
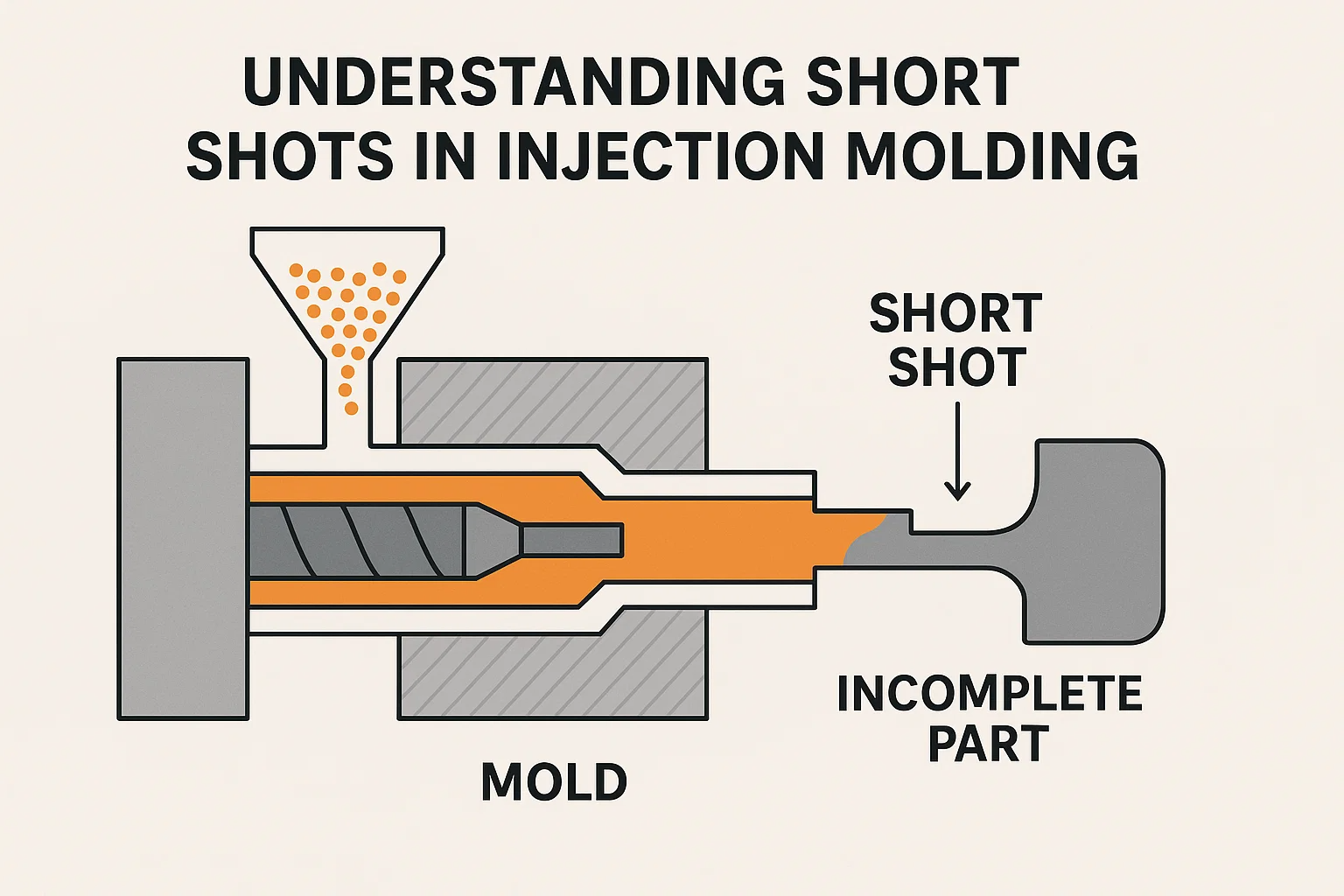
Простіше кажучи, a короткий постріл - це дефект лиття, де розплавлена пластикова смола не вдається повністю заповнити порожнину форми. Замість повної, ідеальної частини ви закінчуєте компонент, який є неповним або "коротким". Це як намагатися наповнити склянку водою, але вибігти до того, як склянку заповниться. Результатом є частина, яка відсутня секції, часто в найдальших точках, звідки вводили пластик. Візуально короткий постріл може з’явитися як частково сформована частина, або він може мати гладкий, округлий край, де пластиковий потік різко зупинився. Оскільки короткий постріл є неповною частиною, вона негайно непридатна і повинна бути знята. Це часто є симптомом основних проблем із машиною, цвіллю або матеріалом, які потрібно діагностувати та виправити.
Що викликає короткі постріли?
Діагностування короткого пострілу вимагає систематичного підходу, оскільки причина може випливати з декількох різних областей процесу лиття під тиском. Найпоширеніші проблеми можна простежити до матеріалу, налаштувань машини або самої конструкції форми.
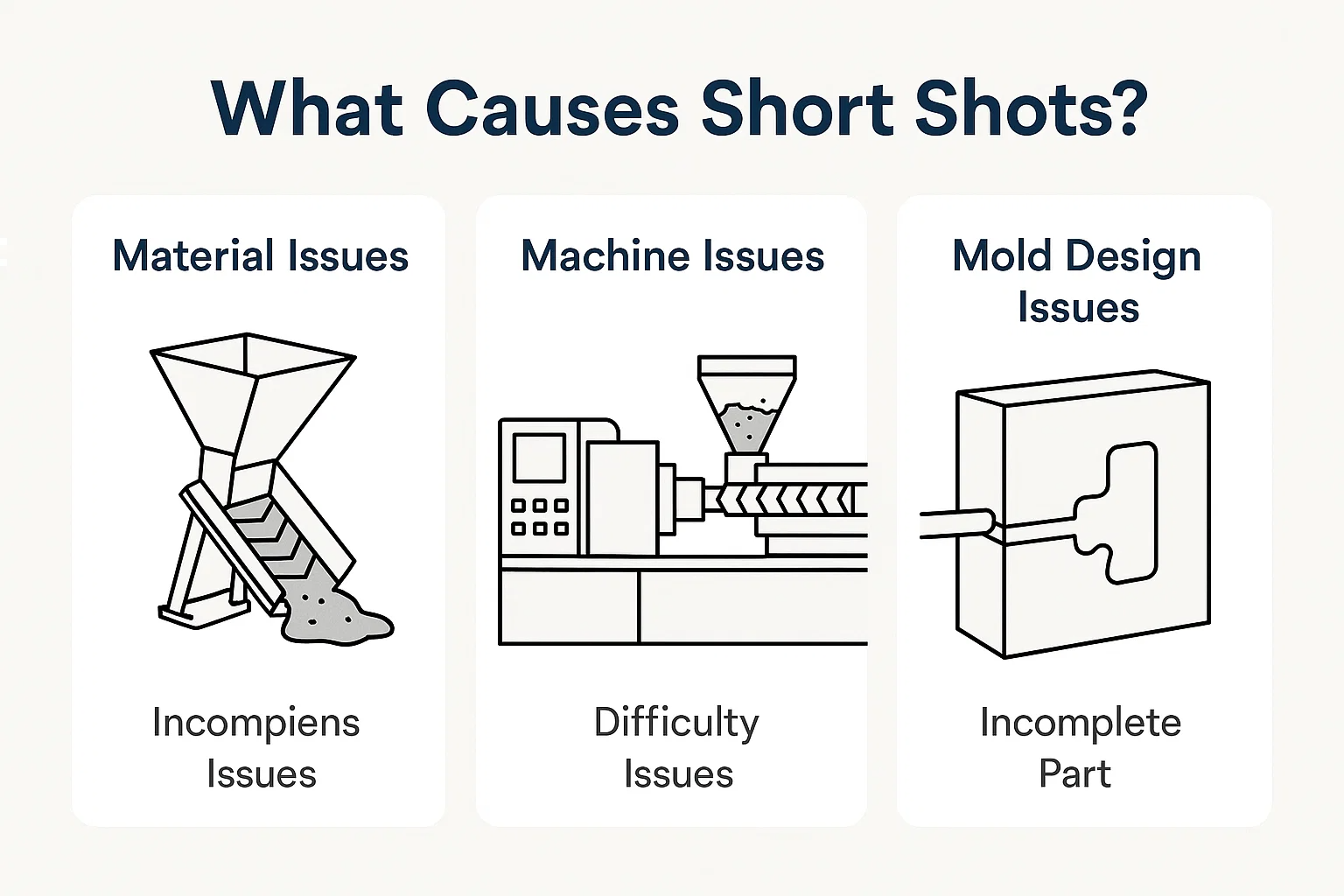
1. Матеріальні проблеми
Дуже пластик, який ви ліпаєте, може бути першопричиною короткого пострілу. Проблеми зі станом або препаратом смоли можуть запобігти її правильному впровадженню у форму.
-
Недостатній матеріал: Найпростіша причина - це просто недостатньо пластика для заповнення форми. Це може статися, якщо гвинт для лиття під тиском не просунувся досить далеко, щоб просунути необхідний об'єм пластику, або якщо в системі подачі є блокування.
-
Рішення: Перевірте матеріальний бункер та механізм подачі машини, щоб переконатися, що він не порожній або заблокований. Збільшити розмір пострілу на панелі керування машини, щоб забезпечити більший об'єм матеріалу.
-
-
Неправильна температура розплаву: Якщо пластик не нагрівається до належної температури, його в'язкість (його стійкість до потоку) буде занадто високою. Товста "холодна" розплав бореться за те, щоб протікати через вузькі бігуни та ворота і може затвердіти, перш ніж він зможе заповнити всю порожнину.
-
Рішення: Проконсультуйтеся з таблицею даних постачальника матеріалів щодо рекомендованого діапазону температури розплаву. Відрегулюйте температуру нагрівача ствола та насадки на машині, щоб підвищити температуру пластику та знизити його в'язкість.
-
-
Матеріальна в'язкість: Навіть при правильній температурі деякі пластмаси за своєю суттю більш в'язкі (товстіші), ніж інші. Такі матеріали, як полікарбонат та полістирол з високим впливом, можуть бути більш схильними до коротких пострілів завдяки їх характеристикам потоку. Крім того, волога в гігроскопічній пластмасі (ті, що поглинають воду, як нейлон), можуть спричинити їх погіршення та втратити властивості потоку.
-
Рішення: Переконайтесь, що матеріали належним чином висушуються перед використанням відповідно до специфікацій виробника. Подумайте про використання ступеня нижчої вірогідності одного і того ж матеріалу або зовсім іншого матеріалу з кращими характеристиками потоку.
-
2. Проблеми з машинами
Налаштування на вашій машині для лиття під тиском є критичними. Навіть при правильному матеріалі та цвілі неправильні параметри можуть легко призвести до короткого пострілу.
-
Неадекватний тиск впорскування: Тиск - це сила, яка штовхає розплавлений пластик у форму. Якщо тиск ін'єкції занадто низький, пластик не матиме достатньої сили для подорожей до найдальших кінців порожнини.
-
Рішення: Збільшити налаштування тиску впорскування на машині. Це часто перше і найпростіше рішення, яке слід спробувати. Однак будьте обережні, щоб не застосовувати надмірний тиск, оскільки це може спричинити інші дефекти, такі як спалах.
-
-
Неправильна швидкість введення: Швидкість, з якою вводяться пластик, також відіграє вирішальну роль. Якщо швидкість занадто повільна, пластик може почати охолоджувати і затвердіти передчасно до того, як порожнина буде заповнена. Особливо це стосується тонкостінних частин.
-
Рішення: Збільшити швидкість ін'єкції. Швидша швидкість впорскування може допомогти пластику досягти всіх частин форми, перш ніж вона втрачає тепло та в'язкість.
-
-
Проблеми вентиляції: Коли пластик наповнює форму, повітря, захоплене всередині, повинно мати спосіб втечі. Якщо вентиляційні отвори блокували або неправильно розміри, захоплене повітря створить зворотний тиск, який чинить опір потік пластику, ефективно "скорочуючи" постріл.
-
Рішення: Очистіть вентиляційні отвори та лінії розлуки. Переконайтесь, що глибина вентиляційних вентиляцій є правильними (як правило, від 0,0005 до 0,001 дюйма або 0,013 до 0,025 мм). Подумайте про додавання додаткових вентиляційних отворів або вакуумної системи вентиляції для складних форм.
-
3. Проблеми дизайну цвілі
Навіть з ідеальними налаштуваннями матеріалу та машин, погано розроблена форма може унеможливити створити повну частину. Ці питання часто є найбільш складними для вирішення, оскільки вони потребують фізичних модифікацій інструменту.
-
Розмір та розташування воріт: Ворота - це отвір, через який розплавлений пластик потрапляє в порожнину форми.
-
Розмір воріт: Якщо ворота занадто мала, вона може діяти як обмеження, що запобігає протіканням достатньо матеріалу в порожнину. Тертя з невеликих воріт також може призвести до охолодження матеріалу передчасно.
-
Рішення: Збільшити розмір воріт. Більш ширший або товстий ворота дозволяє швидше та ефективніше потік пластику.
-
-
Розташування воріт: Неправильно розташовані ворота також можуть призвести до короткого пострілу, особливо якщо це далеко від районів, які потрібно заповнити останнім. Це збільшує довжину потоку та ризик охолодження пластику до того, як він досягне кінця порожнини.
-
Рішення: Перемістіть ворота до більш центрального або оптимального положення, щоб забезпечити рівномірно заповнити всі ділянки частини. Для складних частин може знадобитися кілька воріт.
-
-
-
Дизайн системи бігуна: Система Runner - це мережа каналів, яка спрямовує пластик від насадки машини до воріт.
-
Розмір і макет бігуна: Занадто мала або занадто довга система бігуна може спричинити значне падіння тиску, тобто не вистачає сили, щоб підштовхнути пластик аж до кінця порожнини форми.
-
Рішення: Збільште діаметр бігунів, щоб зменшити втрату тиску та покращити потік. Переробити макет бігуна бути більш прямим і збалансованим, забезпечуючи, щоб усі порожнини (у формі мультиволіту) заповнюють однакову швидкість.
-
-
-
Товщина стіни: Тонкі настінні секції на детальній конструкції можуть бути головною причиною коротких пострілів. Розплавлений пластик охолоджує дуже швидко, і якщо йому доведеться протікати через дуже тонку зону, він може затвердіти, перш ніж він досягне іншої сторони, створюючи неповну частину.
-
Рішення: Змініть конструкцію деталі, щоб збільшити товщину стіни в проблемних областях. Хоча це не завжди може бути можливим, це важливе значення на початковому етапі проектування. Для існуючих форм, можливо, вам доведеться використовувати більш рідкий матеріал, більш високу температуру або швидші швидкості впорскування для компенсації.
-
Як визначити короткі постріли
Визначення короткого пострілу зазвичай простий, оскільки це дуже помітний дефект. Однак систематичний підхід допомагає підтвердити проблему та визначити його точне розташування, що має вирішальне значення для ефективного усунення несправностей.
Візуальний огляд
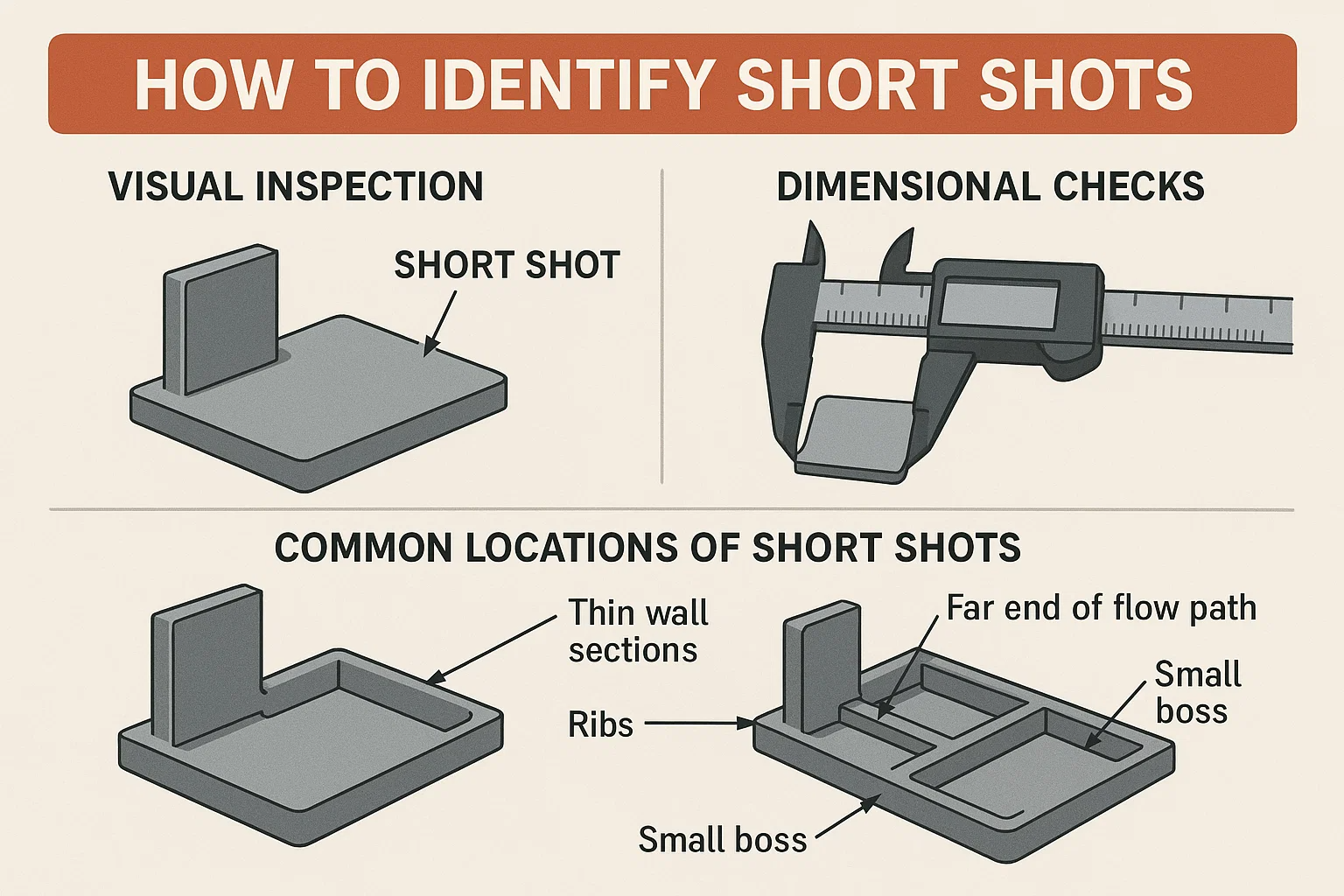
Найпоширеніший спосіб помітити короткий знімок - це швидка візуальна перевірка. Короткий постріл негайно очевидний, оскільки частина неповна. Ви помітите, що розділи частини відсутні або що частина різко закінчується закругленим, незавершеним краєм, де пластиковий потік зупинився. Це, як правило, гладка вигнута поверхня, оскільки поверхневий натяг розплавленого пластику змушує його трохи потягнути назад, коли він твердне. Це ознаки того, що порожнина форми не була заповнена.
Розмірні перевірки
Незважаючи на те, що візуальна перевірка часто є достатньою, виконання розмірної перевірки може надати більш конкретну інформацію, особливо для деталей зі складними геометріями. Якщо у вас є частина, яка виглядає майже Заповніть, але ви не впевнені, вимірюйте його довжину, ширину та висоту. Короткий постріл не зможе задовольнити необхідні розміри, оскільки частина не заповнила всю порожнину форми. Для деталей з тонкими стінами спочатку може бути помітно очевидним, але розмірна перевірка підтвердить проблему.
Поширені місця коротких пострілів
Короткі постріли майже завжди трапляються на Кінець шляху потоку , що є точкою віддаленого від воріт, де пластик потрапляє в порожнину. Розплавлений пластик втрачає тепло і тиск під час руху, тому останні ділянки, які потрібно заповнити, є найбільш сприйнятливими до короткого пострілу. Ці області часто:
-
Тонкі стіни.
-
Ребра або маленькі начальники.
-
Особливості, що знаходяться на великій відстані від воріт.
-
Райони з бідною або без вентиляції.
Знаючи, де шукати, ви можете швидко підтвердити короткий постріл і почати пов'язувати його з потенційними причинами, обговореними раніше.
Рішення для коротких знімків
Розв’язання короткого пострілу вимагає стратегічного підходу. Часто найкраще почати з найпростіших і найвигідніших рішень, перш ніж переходити до більш складних і дорогих. Почніть з налаштувань машини, а потім розглянемо матеріал і, нарешті, подивіться на саму форму.
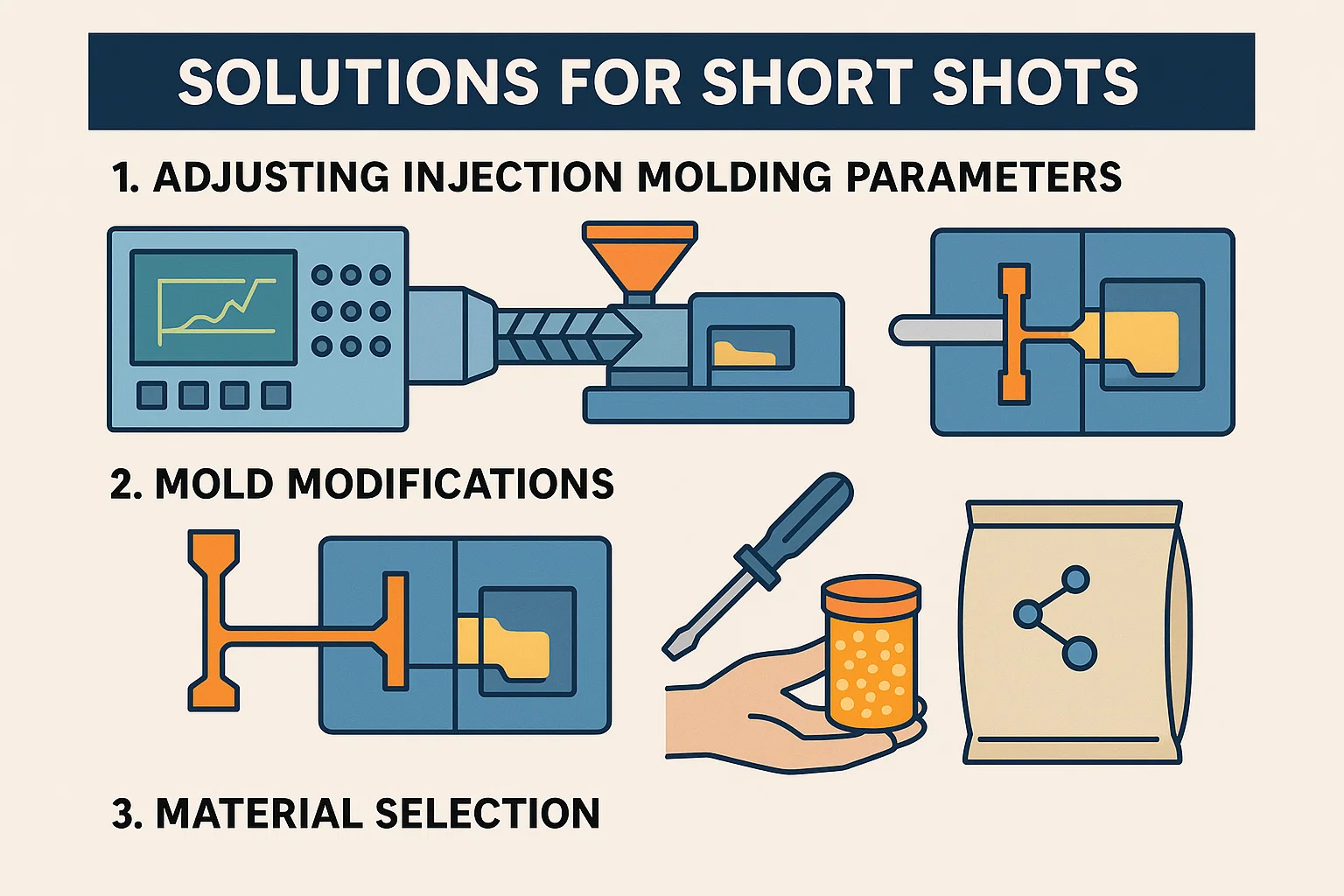
1. Налаштування параметрів ліплення впорскування
Найшвидший і найпоширеніший спосіб виправити короткий постріл - це регулювання налаштувань машини. Ці зміни часто можна внести на панель управління, не зупиняючи виробництво довго.
-
Збільшення тиску впорскування: Зазвичай це перше і найефективніше рішення. Збільшуючи тиск, ви надаєте розплавленому пластику більше сили подорожувати цвільами, допомагаючи йому заповнити навіть найскладніші для досягнення ділянок. Збільште тиск з невеликими кроками (наприклад, 50-100 фунтів на дюйм), поки частина не буде завершена.
-
Оптимізація швидкості ін'єкції: Швидша швидкість ін'єкції може допомогти заповнити форму до того, як пластик має шанс охолонути та затвердити. Це особливо важливо для тонкостінних частин або тих, хто має довгі доріжки потоку. Як і при тиску, поступово збільшуйте швидкість, щоб уникнути інших дефектів, таких як спалах або опіки.
-
Модифікація температури розплаву: Більш висока температура розплаву знизить пластик в'язкість , змушуючи його протікати легше. Перевірте таблицю даних матеріалу на наявність рекомендованого діапазону температури та збільште температуру бочки та насадки для підвищення плинності. Це може бути дуже ефективним рішенням, але пам’ятайте, що не перегрівати матеріал, що може спричинити деградацію.
2. Модифікації цвілі
Якщо параметри регулювання машини не вирішують проблему, проблема може стосуватися самої форми. Ці рішення потребують вимкнення машини та фізичного модифікації інструменту. Хоча дорожчі, вони забезпечують довгострокове виправлення.
-
Коригування воріт та бігуна: Розмір та дизайн воріт та бігунів є критичними для правильного потоку. Якщо вони занадто малі, вони можуть обмежувати потік пластику. Збільшення воріт або розширення бігунів дозволить більше матеріалу надходити в порожнину з меншим опором. Для мультиводних форм, балансування бігунів також є ключовим для того, щоб кожна порожнина наповнювалася рівномірно.
-
Вдосконалення вентиляції: У захопленому повітрі у формі може діяти подушка, запобігаючи пластику наповнити порожнину. Очищення існуючих вентиляцій - це простий перший крок. Якщо проблема зберігається, виробнику цвілі, можливо, доведеться додати додаткові отвори до форми в точках, де відбувається короткий постріл. У деяких випадках a вакуумна вентиляційна система може бути встановлений для активного витягування повітря з форми.
-
Поліпшення системи опалення: Для складних форм або товстостінних частин, a Система гарячого бігуна можна використовувати. На відміну від холодних бігунів, гарячі бігуни тримають пластиковий розплавлений аж до воріт, усуваючи необхідність розігріву та забезпечення більш послідовної температури та більш легкого потоку.
3. Вибір матеріалу
Іноді найпростішим рішенням є перемикання матеріалів або забезпечення того, що поточний готується належним чином.
-
Вибір правильної матеріальної оцінки: У межах одного типу пластику існують різні оцінки з різними властивостями потоку. Якщо ви використовуєте матеріал зі низькою швидкістю потоку розплаву (MFR), подумайте про перехід на більш високий клас MFR, який призначений для того, щоб протікати легше.
-
МАТЕРІАЛЬНІ МЕДИЧНІ МЕДИЧНІСТЬ: Багато гігроскопічних пластмас (як нейлон, абс та полікарбонат) поглинають вологу з повітря. При формі, ця волога перетворюється на пару, що може перешкоджати пластичному потоку і викликати короткі постріли. Завжди переконайтеся, що ваш матеріал перед обробкою належним чином висушено в гарячому повітрі або сушарці для осушення.
Запобігання коротких пострілів
Найкращий спосіб боротися з коротким пострілом - це не допустити його в першу чергу. Проактивні заходи на фазах проектування та обслуговування можуть заощадити значний час та гроші вниз.
-
Дизайн для виготовлення (DFM) Принципи: Це вирішальний перший крок. DFM передбачає розробку частини з урахуванням виробничого процесу. Що стосується ліплення впорскування, це означає:
-
Рівномірна товщина стіни: Уникайте різких змін товщини стінок. Це гарантує, що пластикові потік і охолоджують послідовно, запобігаючи короткими пострілами в тонких зрізах.
-
Відповідний дизайн ребер та боса: Переконайтесь, що ребра, начальники та інші функції розроблені з належними кутами і філе для полегшення легкого пластикового потоку та запобігання повітряних пасток.
-
Мінімізувати довжину потоку: Розробіть частину, щоб пластик не повинен пройти надмірно велику відстань від воріт, зменшуючи ризик передчасного охолодження.
-
-
Регулярне обслуговування машин: Доглянута машина-це надійна машина. Регулярно перевіряти та обслуговувати машину для лиття під тиском, може запобігти багатьом проблемам, які призводять до коротких пострілів.
-
Чисті форсунки та бочки: Переконайтесь, що немає блокувань або накопичувачів затвердженого пластику, які могли б обмежити потік матеріалу.
-
Перевірте діапазони нагрівача та термопари: Переконайтеся, що всі нагрівальні елементи функціонують правильно, щоб переконатися, що пластик плавляє рівномірно і досягає потрібної температури.
-
-
Найкращі практики обробки матеріалів: Правильне зберігання та підготовка матеріалів є важливими.
-
Правильне висихання: Завжди сухі гігроскопічні матеріали, як рекомендували постачальник. Це, мабуть, найважливіший профілактичний крок для цих матеріалів.
-
Правильне зберігання: Зберігайте смоли в герметичних, контрольованих кліматом середовищах для запобігання поглинання вологи та забруднення.
-
Тематичні дослідження
Приклади в реальному світі ілюструють, як на практиці застосовуються принципи усунення несправностей. Ці приклади підкреслюють важливість систематичної діагностики.
-
Тематичне дослідження 1: Корпус з тонкоюсткою електроніки
-
Проблема: Виробник виробляв тонкостінний кожух для пристрою побутової електроніки. Частини послідовно вийшли з коротким пострілом у куточку, віддалену від воріт.
-
Діагноз: Початкові спроби підвищити тиск і швидкість не вдалися, викликаючи спалах (надлишок пластику) на інших частинах форми. Детальний аналіз показав, що пластик охолоджується занадто швидко, коли він протікав через тонкий переріз.
-
Рішення: Команда визначила, що Температура розплаву було занадто низьким для тонкої геометрії частини. Вони підвищили температуру бочки та насадки на 20 ° F, що знизило в'язкість пластику достатньо, щоб він міг заповнити всю порожнину, не вимагаючи надмірного тиску. Потім деталі вироблялися без дефектів.
-
-
Тематичне дослідження 2: Форма з багатоквівалкою
-
Проблема: Форма з чотирма однаковими порожнинами виробляла короткі постріли в одній або двох порожнинах, а інші наповнювали ідеально.
-
Діагноз: Оскільки короткі постріли були локалізовані в конкретних порожнинах, проблема не була пов'язана з налаштуваннями машини або матеріалом. Це було Проблема дизайну цвілі . Візуальний огляд бігунів показав, що бігун, що веде до порожнини коротких ударів, був трохи довшим і тоншим, ніж інші, викликаючи a дисбаланс тиску .
-
Рішення: Форма була відправлена в магазин інструментів, де бігуни переробляли, щоб бути рівномірною довжиною та діаметром. Це збалансовано систему бігунів , гарантуючи, що пластик протікає з рівним тиском до всіх чотирьох порожнин, усуваючи короткі постріли.
-
Розширені методики
Для великої об'ємної виробництва або складних частин, більш науковий підхід до діагностики та запобігання коротких пострілів може заощадити величезну кількість часу та грошей.
-
Аналіз потоку цвілі: До того, як форма навіть побудована, Аналіз потоку цвілі (МЗС) Програмне забезпечення може імітувати процес формування впорскування. Він прогнозує, як розплавлений пластик заповнить порожнину, визначивши потенційні проблеми, такі як короткі постріли, повітряні пастки та зварні лінії. Використовуючи МЗС, інженери можуть оптимізувати Місце розташування воріт , Системи бігуна , і частини товщини стінки, щоб запобігти дефектам, перш ніж будь -яка сталь буде вирізана.
-
Датчики та системи моніторингу: Сучасні машини для лиття ін'єкцій можуть бути оснащені датчиками, які забезпечують дані в режимі реального часу щодо тиску, температури та швидкості. Датчики тиску особливо корисні; Вони вимірюють тиск всередині порожнини і можуть виявити короткий постріл за частку секунди, що дозволяє автоматично зупинити машину. Цей рівень моніторингу дозволяє операторам робити точні, керовані даними коригування та забезпечують послідовну якість частини.
Висновок
короткий постріл це більше, ніж просто видимий дефект; Це чіткий сигнал про те, що щось у процесі впорскування, машини або дизайну форми не синхронізується. Незважаючи на те, що вони є загальним розчаруванням у виробництві, вони також є сольовною проблемою. Систематично діагностувати першопричину - будь то проблема з матеріалом, налаштуваннями машини чи самою цвільами - ви можете реалізувати ефективні рішення та повернути виробництво на колії.
Ключ до довгострокового успіху, однак, полягає в запобігання . Сприймаючи такі принципи, як Дизайн для виробництва (DFM) і впроваджуючи регулярне обслуговування та належне поводження з матеріалами, ви можете мінімізувати ризик коротких пострілів, перш ніж вони навіть відбудуться. І для складних або великих об'ємних проектів, вдосконалені інструменти, такі як Аналіз потоку цвілі і загальнодержавні датчики пропонують потужний спосіб забезпечити якість та ефективність з самого початку. Зрештою, розуміння та вирішення коротких знімків-це не лише виправлення дефекту, а оптимізації всієї вашої операції для лиття для введення для послідовних високоякісних результатів.

